三次元測定機とは • 三次元測定機の構成
三次元測定機とは
三次元測定機は、一般的にステージ上の対象物に接触子を当て、縦、横、高さから三次元の座標を取得し、対象物の寸法・位置関係・輪郭形状・幾何公差などを高精度に測定できる据え置き型の測定機です。また、対象物の測定データを記録できるほか、各種の演算によってさまざまな値を算出することが可能です。
また、最近では3Dプリンタが普及する中、既存部品や標準部品の三次元寸法を測定し、そのデータをもとに3Dプリンタで試作品を製作するリーバスエンジニアリングへの活用も見られます。
三次元測定機の利点
三次元測定機の利点は、他の測定機では測定が困難な項目を高精度に測定できることです。
たとえば仮想原点から特定の点(穴など)の三次元的な座標は、ノギスやマイクロメータなどのハンドツールでは測定が困難です。また、仮想点や仮想線を使った測定や幾何公差も、他の測定機では測定が困難ですが、三次元測定機なら測定が可能です。
このように、複雑な内容を測定できることから、三次元測定機は万能な測定機といわれます。
うまく活用することで、より高度な寸法検査・品質保証をすることが可能です。
三次元測定機の構成
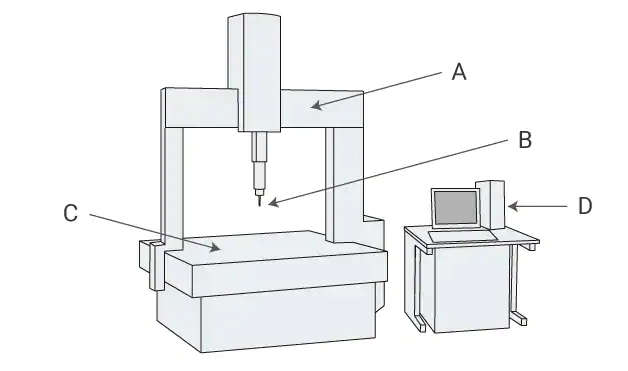
A: 移動ブリッジ B: トリガープローブ C: ステージ D: 制御部
三次元測定機は、門型の接触式が一般的です。プローブの先端に付いた球状の接触子をステージ上の対象物に当て、三次元(X・Y・Z)上の座標値を指定して測定します。
主な用途としては、自動車部品などの金型や各種機械部品、それらの試作など立体物の三次元測定や、図面との差異の測定などに用いられます。
三次元測定機の付属品
スタイラス/プローブ
接触型三次元測定機のスタイラスは一般的に球形のものが用いられます。材質は硬質の物体が用いられることが多く、ルビーやジルコニアが一般的です。
また、先端が尖っているニードルタイプのものが用いられることもあります。
定盤
高精度な測定を実現するため、三次元測定機のステージには、一般に石でできた定盤が用いられます。石定盤は、経時的な形状変化が極めて小さく、傷も付きにくいことから、長期に渡って安定して使用できるというメリットがあります。
固定具
三次元測定機を使うために重要なツールの1つが対象物を固定する固定具です。
測定中に対象物が動くと誤差の原因になるため、対象物が動かないように固定具で固定します。ネジなどで、対象物を上からクランプして固定する方法が一般的です。
コンプレッサー
空気圧で駆動する三次元測定機の場合は、ドライヤー付きのコンプレッサーが必要です。
ソフトウェア
三次元測定機の測定プログラムの作成や、測定したデータを解析したり品質管理に活用するためのソフトウェアです。各測定機メーカーが独自に開発した自社の測定機のためのソフトウェアや、サードパーティが開発し、複数のメーカーの測定機が使えるソフトウェアがあります。
三次元測定機の使い方
対象物は測定室にあらかじめ5時間以上置き、室温(一般的に20°C)にならすことで、熱膨張による誤差を防ぎます。
専門知識のもと、プローブの初期設定(キャリブレーション)を行い、取り扱い手順通りに測定を行います。測定したデータはパソコンに取り込み、3D-CADなどのデータとして活用することが可能です。
スタイラスのキャリブレーション
測定対象物に接触して測定するスタイラス(接触子)のキャリブレーションを行います。スタイラスのキャリブレーションの目的は2つあります。1つは、スタイラスの球中心座標を認識させること。もう1つは、スタイラスの球直径を設定することです。
スタイラスの球直径を設定することで、実際に触れている点(球の外側)から球中心座標まで半径分をオフセットして演算することができます。
なお、キャリブレーションには、直径がわかっていて真球度の高い、基準球といわれる球が用いられることが一般的です。
取り扱いの注意
機種によっては、0.1µmのオーダーまで計測できるものがありますが、測定精度を求めるには適切な使用と管理が欠かせません。
使用時には可動部が平行および垂直に動くことを確認します。また、標準器などを用いて、指示誤差のないことを確認します。
正確な測定には、対象物を測定室の温度に慣らすことが欠かせません。もしくは測定パラメータを設定することで、補正を行います。
機器のメンテナンス
継続的に高精度な測定を実施するために、一般的な三次元測定機は定期的な保守・点検が求められます。特に摺動部品を持つ門型の三次元測定機の場合、摩耗部品の交換や注油、清掃などが必要です。
使用者のトレーニング
三次元測定機を扱う際には注意を要するため、一般的には高度なスキルが求められます。
扱い方によっては破損し高額の修理費用が発生するケースもあります。そのため、専任の検査員が操作に当たることが多く、その養成には長い時間がかかるのが一般的です。
三次元測定機による測定
位置合わせ
三次元測定機には一般的に、元々装置が持っている機械座標系と、対象物の中で設定されるワーク座標系があります。
機械座標系は装置によって規定され、たとえば横方向に動く軸の向きがX軸、ステージの面に垂直方向がZ軸、というような形で規定されます。従って測定対象物を置く向きによっては、対象物自身の基準面や基準線と異なる場合が発生します。これを物理的に機械座標と一致するように置くのは困難かつ不正確であるため、対象物の持つ基準面や基準線に合わせて設定されるのがワーク座標系です。
このように、ワークの向きと基準座標の向きを合わせることを位置合わせ(アライメント)といいます。
座標設定
ワーク座標系を設定するために必要な情報は3つあります。
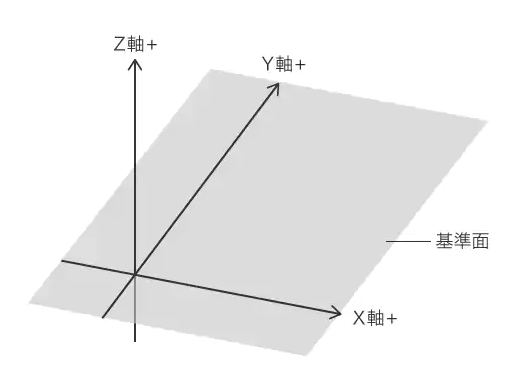
1つは基準面となる平面で、この面に対して縦に垂直な方向がZ軸となります。もう1つは基準線となる直線で、一般的にはこの直線がX軸、その直線に対して横に垂直方向がY軸となります。直線は対象物から直接測定されることもあれば、異なる2点(2つの穴など)を仮想線でつないだ直線を指定する場合もあります。
そして3つ目は原点となる点です。この原点がX、Y、Zそれぞれの座標値の0点となります。原点に指定されるのは特定の点(たとえば特定の穴の中心点)や、2本の直線が交差する仮想点(交点)を指定することもできます。
寸法の測定
一般的に、平面のような「要素」といわれる測定対象をメニュー上で選択し、測定を始めます。接触型三次元測定機の場合は、測定対象物にスタイラス先端を接触させ、測定点をとります。それぞれの要素に定められた、最低測定点数を測ると要素が測定されます。さらに測定点数を増やすと、多くの場合は最小二乗法により算出されます。
測定の要素は平面の他に、線、点、円、円筒、円錐、球などがあります。
測定された要素どうしの距離や角度を算出することで、寸法や三次元形状が測定されます。
投影
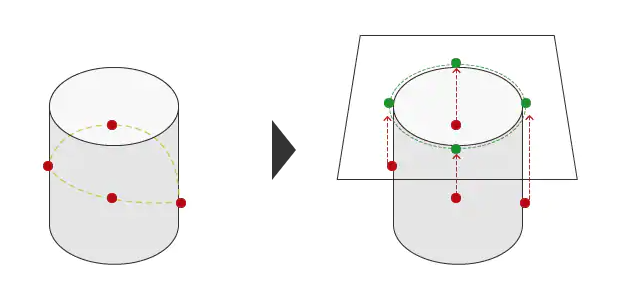
要素には、円筒や円錐のような立体的な形状もありますが、直線や円のような立体形状を持たない要素もあります。これらの要素は一般的に平面上に投影(平面方向に垂直に移動)することで、正しい測定が可能です。投影される平面のことを「基準面」、または「投影面」といいます。
仮想線/仮想点
三次元測定機では仮想の線や点を用いた測定もできます。
仮想要素の例としては、直線と直線の交点、平面と平面の交線、球体と平面が交差する交円などさまざまな要素が用いられます。
ノギスなどのハンドツールでは測定が困難な、これらの仮想要素を用いた測定は、三次元測定機ならではの測定といえます。
幾何公差の測定
幾何公差の測定は、通常の測定要素と同様に測定されます。
詳細については幾何公差のページを参照ください。