Cách lựa chọn endmill phay nhôm
Nhôm là một trong những vật liệu được gia công phổ biến nhất, vì hầu hết các dạng vật liệu này đều có khả năng gia công tuyệt vời, giúp nó là vật liệu thường được sử dụng trong sản xuất. Trong ngành cơ khí chính xác, sự cạnh tranh về gia công phay nhôm có thể rất khốc liệt. Hiểu những điều cơ bản đằng sau việc lựa chọn công cụ, thông số và kỹ thuật gia công tiên tiến cho nhôm có thể giúp bạn có thêm những lợi thế cạnh tranh.
Tính chất vật liệu
Nhôm là một vật liệu nhẹ, dễ gia công và có tính định hình cao. Các bộ phận làm từ vật liệu này có thể được tìm thấy trong hầu hết các ngành công nghiệp. Ngoài ra, nhôm đã trở thành một lựa chọn phổ biến cho các nguyên mẫu do chi phí thấp và tính linh hoạt của nó.
Nhôm có sẵn ở hai dạng cơ bản: đúc và rèn. Nhôm rèn thường bền hơn, đắt hơn và chứa tỷ lệ phần trăm các nguyên tố bên ngoài thấp hơn trong hợp kim của nó. Nhôm rèn cũng chịu nhiệt tốt hơn nhôm đúc và có khả năng gia công cao hơn.
Nhôm đúc có độ bền kéo kém hơn nhưng tính linh hoạt cao hơn. Nó có chi phí thấp hơn và có tỷ lệ phần trăm các nguyên tố bên ngoài cao hơn (silicon, magiê, v.v.) trong hợp kim của nó, khiến nó dễ bị mài mòn hơn so với nhôm rèn.
Hình học công cụ
Có một số tùy chọn lớp phủ dành cho dụng cụ gia công nhôm, bao gồm ZrN màu vàng phổ biến (Zirconium Nitride) và TiB2 (Titanium Diboride) ít được biết đến hơn nhưng hiệu quả cao. Dụng cụ không phủ cũng có thể mang lại hiệu suất gia công đáng mong đợi. Tuy nhiên, chìa khóa thực sự để gia công phay nhôm hiệu suất cao là số me cắt thích hợp và góc xoắn cần thiết cho hoạt động gia công của bạn.
Số me cắt

Dao phay ngón cho nhôm thường có sẵn ở kiểu 2 me hoặc 3 me. Với số lượng me cắt cao hơn, sẽ rất khó để loại bỏ phoi một cách hiệu quả ở tốc độ cao khi gia công phay nhôm. Điều này là do các hợp kim nhôm để lại phoi lớn và rãnh thoát phoi trở nên nhỏ hơn với mỗi me cắt bổ sung trên dao phay ngón.
Theo truyền thống, dao phay ngón 2 me cắt là lựa chọn ưu tiên cho nhôm. Tuy nhiên, dao phay ngón 3 me cũng đã được chứng minh là phù hợp trong nhiều nguyên công hoàn thiện, và với các thông số phù hợp, chúng cũng có thể gia công phay thô ổn định. Phần lớn các tranh luận giữa dao phay ngón 2 me và 3 me gia công nhôm xoay quanh sở thích cá nhân, hoạt động thực tế, độ cứng và tỷ lệ loại bỏ vật liệu mong muốn cũng có thể ảnh hưởng đến việc lựa chọn dao.
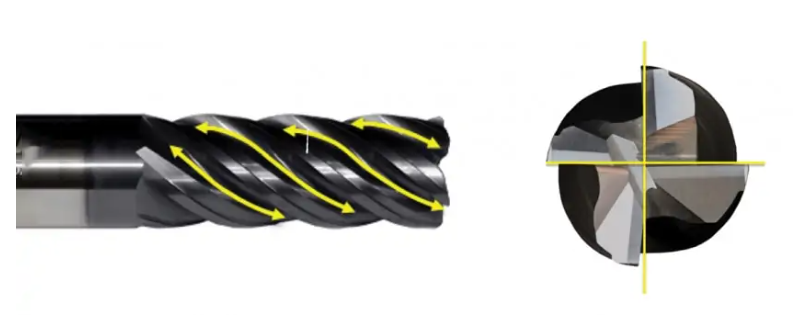
Góc xoắn
Góc xoắn của dụng cụ được đo bằng góc được tạo thành giữa đường tâm của dụng cụ và một đường thẳng tiếp tuyến dọc theo lưỡi cắt. Dao phay nhôm thường có góc xoắn cao hơn so với dao phay ngón tiêu chuẩn. Các góc xoắn chuyên dụng cho nhôm thường là 35°, 40° hoặc 45°. Các dao phay có góc xoắn thay đổi cũng là một lựa chọn tuyệt vời để giảm rung động và sóng hài, cũng như tăng tỷ lệ loại bỏ vật liệu.
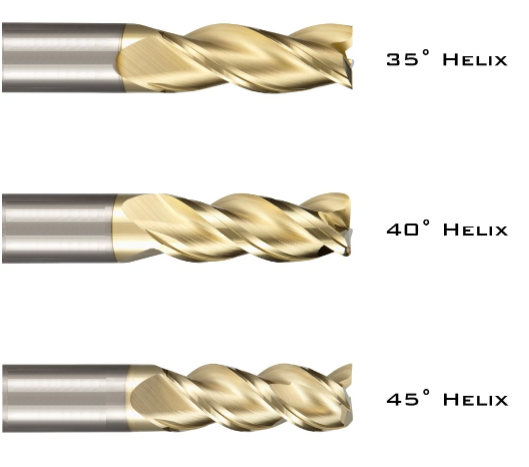
Góc xoắn 35° hoặc 40° là lựa chọn tốt nhất cho các ứng dụng phay thô và tạo rãnh truyền thống. Góc xoắn 45° là lựa chọn ưu tiên để gia công tinh, cũng như cho các đường chạy dao phay hiệu suất cao vì góc xoắn cao bao quanh dụng cụ giúp cắt nhanh hơn và tạo đường cắt mạnh hơn.
Tùy chọn dụng cụ
Khi gia công nhôm, các dao phay tiêu chuẩn 2 me hoặc 3 me thường sẽ là lựa chọn đầu tiên. Tuy nhiên, đối với một số ứng dụng và thiết lập máy, có một số tùy chọn dao phay khác cần xem xét để có hiệu suất tốt hơn
Dụng cụ bẻ phoi
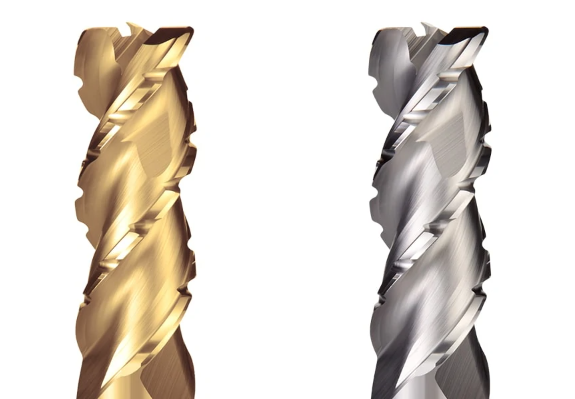
Một trong những điều quan trọng nhất cần xem xét khi gia công nhôm (và nhiều vật liệu khác) là khả năng thoát phoi hiệu quả. Các dao phay ngón tiêu chuẩn 2-3 me cắt chạy ở tốc độ và bước tiến khuyến nghị và chiều sâu cắt thích hợp có thể thoát phoi khá tốt. Tuy nhiên, dao phay bẻ phoi 3 me có thể chạy ở tốc độ cắt và bước tiến cao hơn để có hiệu suất thậm chí còn tốt hơn. Hình dạng rãnh và đường lưỡi cắt độc đáo tạo ra phoi nhỏ hơn để thoát phoi tốt hơn trong khi vẫn đảm bảo bề mặt bán tinh.
Những công cụ này rất tuyệt vời cho các đường chạy dao tiên tiến hơn như phay hiệu suất cao, đây là một công cụ quan trọng khác để có trải nghiệm gia công nhôm thành công.
Dao phay ngón cân bằng cao
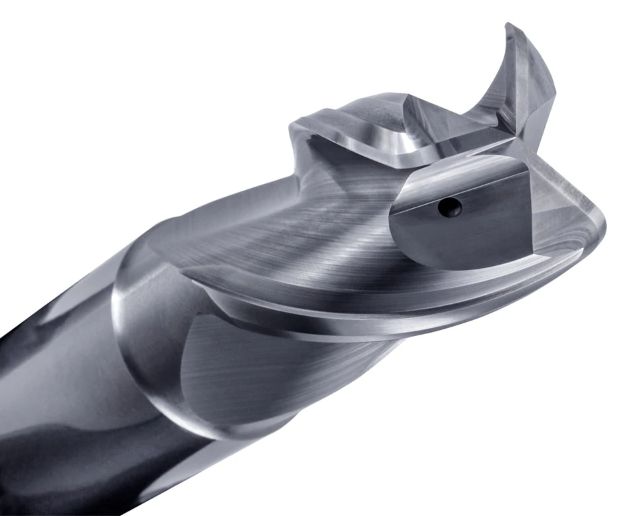
Được thiết kế để tăng hiệu suất đáng kể trong các trung tâm gia công, loại dao phay ngón này cho phép tăng tốc độ quay trục chính và bước tiến dao. Những dụng cụ cắt này được cân bằng chính xác dành riêng cho gia công nhôm tốc độ cao, lên đến 33.000 RPM.
Chúng cũng có 2-3 me cắt và có thể có thêm đường làm mát xuyên tâm giúp giảm nhiệt, tăng cường thoát phoi và tăng tốc độ loại bỏ vật liệu tốt hơn. Những dao phay này, giống như loại bẻ phoi, cũng là một lựa chọn tuyệt vời cho gia công phay hiệu suất cao.
Thông số gia công
Việc thiết lập các thông số phù hợp cho các ứng dụng nhôm là rất quan trọng để tối ưu hóa năng suất và đạt được kết quả gia công tốt hơn. Vì nhôm là vật liệu dễ gia công nên việc đẩy máy CNC của bạn đến giới hạn của nó và tận dụng tối đa công cụ của bạn là điều quan trọng để luôn dẫn đầu đối thủ và tiếp tục giành phần thắng trong kinh doanh.
Mặc dù có nhiều yếu tố ảnh hưởng đến các thông số cho mọi công việc, nhưng có một số nguyên tắc chung cần tuân theo khi gia công nhôm. Đối với các hợp kim nhôm đúc (tức là 308, 356, 380) nên sử dụng tốc độ bề mặt từ 500-1000 SFM, với RPM thay đổi dựa trên đường kính dao cắt. Phép tính cơ bản để tìm điểm bắt đầu cho RPM sẽ là (3,82 x SFM) / Đường kính.
Trong các hợp kim nhôm rèn (tức là 2024, 6061, 7075), nên sử dụng tốc độ bề mặt là 800-1500 SFM, với phép tính tương tự được sử dụng để tìm điểm bắt đầu cho RPM.
Phay hiệu suất cao
Phay hiệu suất cao, thường được gọi là HEM, là một kỹ thuật đang nhanh chóng trở nên phổ biến trong gia công. Nhiều chương trình CAM hiện bao gồm đường chạy dao HEM và trong khi hầu như bất kỳ máy nào cũng có thể thực hiện HEM, bộ điều khiển CNC phải có bộ xử lý nhanh để theo kịp các dòng mã bổ sung.
Về cốt lõi, HEM là một kỹ thuật gia công thô sử dụng Độ sâu cắt hướng tâm (RDOC) thấp và Độ sâu cắt hướng trục (ADOC) cao để tận dụng tối đa lợi thế của lưỡi cắt của công cụ.
Kết luận
Nhôm là một vật liệu đa năng với khả năng gia công cao, nhưng cũng không nên coi thường nó. Hiểu những cách tốt nhất để giải quyết nó là rất quan trọng để đạt được kết quả mong muốn. Việc tối ưu hóa bầu kẹp dao, dụng cụ cắt, thiết lập máy và đường chạy dao cho nhôm là cần thiết để nâng cao độ cạnh tranh và giúp cho hoạt động gia công của bạn đạt hiệu quả cao hơn.