Dao Phay Ngón Là Gì? Các Loại Dao Phay Ngón
1. Dao phay ngón là gì?
Dao phay ngón (tiếng anh là End Mill) là dụng cụ cắt gọt có hình trụ bao xung quanh là các lưỡi cắt với nhiều hình dạng khác nhau cho phép cắt gọt phôi theo nhiều hướng. Đây là loại dao phay được sử dụng rất phổ biến trong gia công cơ khí chính xác, chúng có hình dáng khá giống với các mũi khoan xoắn, tuy nhiên vẫn có thể dễ dàng phân biệt dao phay trụ và mũi khoan bằng phần mũi dao và thiết kế của lưỡi cắt. Nếu như các mũi khoan chỉ có thể cắt theo hướng dọc trục thì dao phay ngón lại cắt theo hướng khác với hướng của trục. Loại dụng cụ này được sử dụng phổ biến trên các máy phay cnc.

2. Đặc điểm cấu tạo của dao phay ngón
Dao phay ngón bao gồm một tập hợp các lưỡi dao được đặt theo những cách nhất định nằm quanh một trục tròn dài. Khi gia công, phần lưỡi dao sẽ tiếp xúc trực tiếp với bề mặt phôi kim loại cần cắt, phần chuôi dao sẽ được giữ trong bầu kẹp trên máy cnc để kết nối với trục chính của máy gia công, giúp tạo ra các chuyển động xoay tròn và tịnh tiến cho dao phay trụ.
Trong thực tế, dao phay trụ được thiết kế có phần khác nhau về hình dáng và số lưỡi cắt, tuy nhiên về cơ bản thì dao phay ngón sẽ có cấu tạo chung như sau:
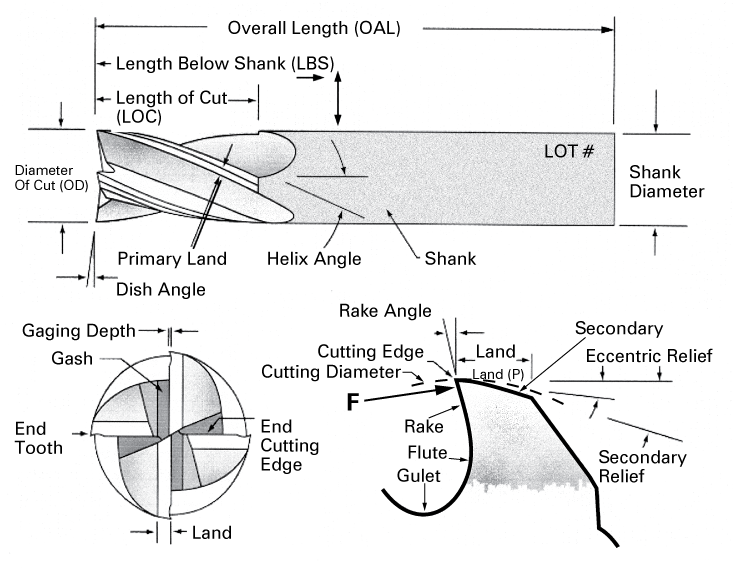
- Shank: Chuôi dao
- Cutting Edge: Lưỡi cắt
- Rake Flute Gulet: Mặt trước lưỡi cắt (mặt thoát phoi)
- End Tooth: Mặt đáy
- Secondary Eccentric Relief / Secondary Relief: Mặt hớt lưng
- Gash: Rãnh thoát phoi mặt đáy
- Overall Length: Chiều dài tổng thể
- Length Below Shank: Chiều dài sử dụng tối đa
- Length of Cut: Chiều sâu cắt tối đa
- Diameter of Cut / Cutting Diameter: Đường kính cắt
- Shank Diameter: Đường kính chuôi
- Helix Angle: Góc xoắn
- Dish Angle: Góc lõm
- Primary Land: Bề rộng mặt sau chính của lưỡi cắt
- Land: Bề rộng mặt sau lưỡi cắt
- Rake Angle: Góc trước (góc cào)
- Gaging Depth: Độ sâu phần lõm lưỡi cắt.
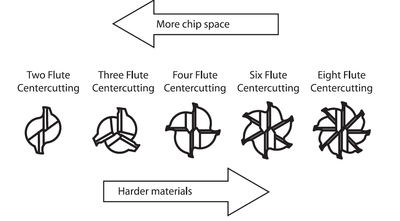
Dao phay ngón có từ 2, 3, 4, 6 đến 8 lưỡi cắt. Vật liệu gia công càng cứng thì cần phải sử dụng dao có nhiều lưỡi cắt hơn, điều này giúp giảm số lần cắt trên mỗi lưỡi cắt, tăng tốc độ gia công và giúp cho bề mặt gia công được hoàn thiện hơn.
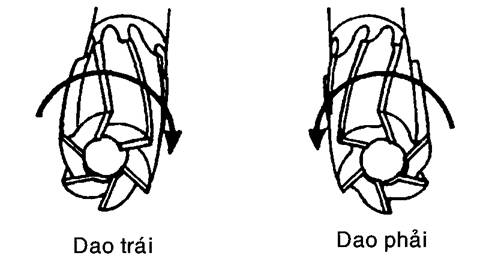
Hai chiều xoắn của lưỡi cắt tạo nên dao trái và dao phải. Dao trái thì khi nhìn vào mặt dao sẽ thấy lưỡi dao xoay theo chiều kim đồng hồ. Dao phải thì lưỡi dao xoay ngược chiều kim đồng hồ.
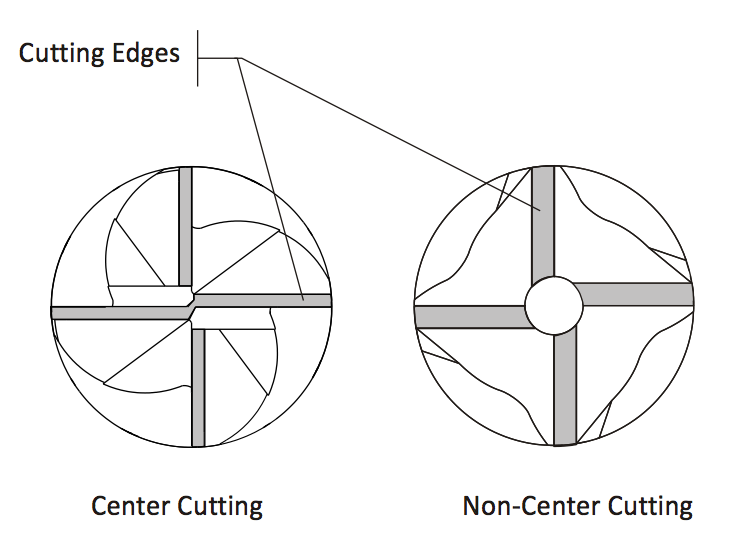
Dao phay ngón cũng có loại có lưỡi cắt tại tâm và không có lưỡi cắt tại tâm. Dao phay trụ có lưỡi cắt tại tâm thì có thể dễ dàng cắt thẳng xuống phôi mà không cần sử dụng mũi khoan tâm để khoan lỗ mồi trước. Còn với dao phay trụ không có lưỡi cắt tâm thì hoặc là phải khoan lỗ mồi trước, hoặc là phay ngang từ bên ngoài vào vùng gia công của phôi.
3. Phân loại dao phay ngón
Dao phay ngón có rất nhiều loại, có thể phân loại và lựa chọn dao phay theo vật liệu chế tạo như thép gió, thép coban, thép carbide,…; cũng có thể phân loại dao theo số lưỡi cắt, thường từ 2 cho đến 8 lưỡi cắt; hoặc theo hãng sản xuất như Sumitomo, Hpmt, Kyocera, Nachi, Osg, Union Tool,…
Tuy nhiên, trong bài viết này, Tinh Hà sẽ đưa tới các bạn cách phân loại theo hình dáng của dao, đây cũng là cách phân loại phổ biến nhất trong ngành cơ khí. Dưới đây là các đặc điểm của mỗi loại.
3.1 Dao phay ngón thông thường (Square End Mill / Flat Nose End Mill)
Đây là loại dao phay cơ bản, được sử dụng phổ biến trong đa dạng các ứng dụng phay gia công chi tiết. Với đầu dao vuông, có góc sắc nét nên dễ dàng tạo ra các bộ phận có góc 90o trên phôi. Chúng có thể gia công phay rãnh, phay mặt đầu, phay mặt nghiêng…
Chúng có thể có nhiều lưỡi cắt, góc xoắn cao và nhiều kích cỡ đường kính, chiều dài khác nhau.
3.2 Dao phay bo góc R (Bull Nose End Mill)
Hình dáng thiết kế của dao phay bo góc R rất giống với dao phay trụ thông thường, điểm khác biệt là chúng được bo ở các cạnh với bán kính cung R chứ không còn tạo thành góc vuông 90o nữa). Loại dao phay này thường được dùng để tạo góc bo cho cạnh tiếp xúc ở đáy giữa 2 bề mặt vuông góc. Chúng cũng có thể dùng để phá thô do độ cứng vững tốt hơn và ít bị mẻ cạnh so với loại thông thường.
3.3 Dao phay cầu (Ball Nose End Mill)

Khác với dao thông thường với đáy phẳng thì dao phay cầu có phần đáy được bo tròn tạo thành một nửa (hoặc gần hết) khối cầu với bán kính bằng một nửa đường kính dao cắt. Bởi thiết kế như vậy nên dao phay cầu rất lý tưởng để gia công các chi tiết, bộ phận có biên dạng 3D, phù hợp để sử dụng cho gia công khuôn mẫu.
3.4 Dao phay phá thô (Rouging End Mill)

Loại dao này thường chỉ có từ 2 đến 3 lưỡi cắt, và đặc biệt trên các lưỡi cắt lại có các rãnh ngang kiểu răng cưa giúp cho quá trình phá thô được diễn ra nhanh hơn. Thiết kế của dao phá thô cũng giúp nó thoát phoi dễ dàng và nhiệt độ khi gia công cũng được giảm xuống đáng kể.
Dao phay phá thô được sử dụng để gia công thô các rãnh, các bề mặt xung quanh phôi trước khi đưa vào gia công tinh.
3.5 Dao phay siêu nhỏ (Micro End Mill)

Những loại dao này thường có đường kính chuôi là 1/8inch hoặc 3mm, trong đó đường kính cắt thường nhỏ hơn, từ 0.005inch đến 0.120inch. Chiều dài tiêu chuẩn 1-1/2 inch OAL và chiều dài mở rộng là 2-1/2 inch OAL. Những dao phay siêu nhỏ này có thể được sử dụng để phay khuôn, phay định hình, khoan và chạm khắc. Các bảng mạnh điện tử cũng sử dụng nhiều loại dao này.
3.6 Dao phay đầu côn (Tapered End Mill)

Dao phay đầu côn là loại có phần cắt được thiết kế dạng côn thuôn nhỏ lại ở phần đầu mũi. Chúng được dùng để cắt rãnh, phay mặt, tạo đường bao hay ra công các góc lớn hơn 90o, các cạnh có độ côn. Chúng cũng được sử dụng nhiều trong gia công khuôn mẫu.
4. Ứng dụng của dao phay ngón

Trong gia công cơ khí, dao phay ngón thường được dùng để tạo ra các mặt cắt chuyên dụng và tạo độ nhẵn bóng trên các bề mặt kim loại với độ chính xác rất cao. Ứng dụng của dao phay trụ là rất rộng trong ngành cơ khí chính xác, chúng được sử dụng phổ biến để có thể tạo ra được hầu hết các chi tiết với nhiều hình dạng khác nhau từ đơn giản đến phức tạp.
Dao phay ngón có thể dùng được trong nhiều nguyên công phay như phay cạnh, phay mặt, phay rãnh, phay cắt chìm, phay xoắn và phay dốc.
5. Ưu nhược điểm khi sử dụng dao phay ngón
Dưới đây là một số ưu điểm và nhược điểm của dao phay ngón.
Ưu điểm:
- Ứng dụng được cho nhiều nguyên công và yêu cầu gia công khác nhau.
- Dùng được cho nhiều vật liệu kim loại như hợp kim gang, sắt, thép, inox, đồng, nhôm…
- Đảm bảo được độ chính xác cao về thông số kỹ thuật.
- Tạo được bề mặt gia công có độ nhẵn bóng cao.
- Dùng được với các vật liệu có độ cứng bề mặt khác nhau.
- Đáp ứng được nhiều kích thước của phôi và độ phức tạp của chi tiết cần gia công.
- Dễ dàng cho việc tháo lắp, vệ sinh trước và sau khi gia công.
Nhược điểm:
- Không sử dụng được nhiều lần, có thể mài lại nhưng vẫn thường xuyên phải thay mới.
- Độ sắc của lưỡi dao khá lớn nên cần phải rất cẩn thận khi sử dụng để tránh tai nạn ngoài ý muốn.
- Bước tiến chậm khi phay thép cứng.
6. Cách lựa chọn dao phay ngón phù hợp
Để có thể chọn mua được mũi phay phù hợp với yêu cầu gia công, các bạn hãy lưu ý một số yếu tố sau đây.
6.1 Kích thước dao phay ngón
Kích thước của dao phay ngón liên quan đến chiều sâu rãnh cắt, và đây là một thông số mà các bạn cần chú ý đến khi lựa chọn dao phay. Rãnh phải cắt cần đảm bảo được độ sâu theo yêu cầu, bởi vậy cần lựa chọn được chiều dài dao phay phù hợp.
Bạn cũng cần hiểu rằng chiều dài dao phay càng ngắn thì độ rung càng giảm đi và độ cứng vững cũng tăng nên. Nhưng cũng cần phải lưu ý rằng nếu mũi dao càng ngắn thì đường kính lưỡi sao càng rộng. Do đó, phải lựa chọn dao phay ngón có độ dài và đường kính vừa đủ, sao cho vẫn đảm bảo kích thước của rãnh cắt mà hạn chế được tối đa độ rung động của dao khi gia công.
6.2 Vật liệu chế tạo dao phay
Nguyên tắc chọn dao phay ngón nói riêng và dụng cụ cắt gọt kim loại nói chung là phải được chế tạo từ loại vật liệu cứng hơn độ cứng của phôi. Thông thường vật liệu chế tạo dao cụ được sử dụng nhiều gồm có:
- Hợp kim thép Coban (HSS, thép gió)
- Vật liệu Carbide.
Nếu phôi mềm, chẳng hạn như đồng, nhôm thì có thể dùng dao phay HSS, với phôi cứng như thép, gang, inox thì dùng dao phay carbide. Thường các nhà sản xuất dao cụ cắt gọt sẽ có thông số đi kèm sản phẩm, chỉ rõ loại dao cụ đó được sử dụng cho vật liệu phôi nào, giúp người dùng dễ dàng lựa chọn hơn.
6.3 Số me cắt
Số me là số lưỡi cắt của dao phay, nó ảnh hưởng trực tiếp đến quá trình phay của bạn. Dao phay ngón có số lưỡi ít, đường rãnh đơn phù hợp cho quá trình phay thô với phôi vật liệu lớn và mềm. Số lưỡi dao phay nhiều sẽ cho phép tốc độ làm việc của dao nhanh hơn, các đường cắt mịn hơn nên phù hợp cho quá trình phay tinh, giúp đảm bảo độ mịn cho bề mặt chi tiết gia công. Do đó, dựa theo vật liệu và tốc độ làm việc để lựa chọn được dao phay có số me phù hợp.
6.4 Biên dạng lưỡi cắt
Có 3 loại biên dạng đầu cắt phổ biến của dao phay ngón là dao phay mặt phẳng, dao phay mặt cầu và dao phay bo góc (bo vát mép hoặc bo tròn). Trong đó với từng biên dạng mà chúng sẽ được sử dụng cho những mục đích khác nhau, cụ thể như sau:
- Dao phay mặt đầu phẳng là loại dùng để cắt vùng bằng phẳng, cắt rãnh và làm vuông vức rãnh cạnh, là loại dao phay lý tưởng cho phay mặt phẳng.
- Dao phay mặt cầu được dùng để gia công những bề mặt phức tạp và gia công các phôi có độ cứng cao. Sử dụng cho gia công thô, tinh trên nhiều phôi vật liệu khác nhau với năng suất cắt lớn cùng góc xoắn cao thích hợp để tạo ra những bề mặt gia công có độ mịn cao.
- Dao phay bo góc được sử dụng để phay hốc sâu có góc bo tròn, phù hợp để gia công tinh trên những vật liệu có độ cứng cao.
6.5 Lớp phủ của dao phay
Không chỉ có dao phay mà trên hầu hết các dụng cụ cắt gọt kim loại đều có lớp phủ, chúng giúp cho dụng cụ cắt được cứng hơn, chống sứt mẻ tốt hơn. Các dao phay làm từ vật liệu HSS thường không có lớp phủ, nhưng đối với các dao phay làm từ vật liệu carbide thì sẽ có thêm lớp phủ TiAIN, AITiN,… để tăng độ cứng, chống mài mòn và tăng độ chịu nhiệt cho dao phay, qua đó giúp tăng đáng kể hiệu suất làm việc cũng như tuổi thọ của dao.
Lớp phủ này cũng liên quan đến vật liệu gia công, khả năng thoát phoi, chống bám dích trong khi gia công. Thông thường, các nhà sản xuất dụng cụ cắt gọt sẽ có những lưu ý cho người sử dụng về độ phù hợp của lớp phủ trên công cụ với các loại phôi khác nhau, cũng như khả năng gia công của nó.
6.6 Phương pháp làm mát khi gia công
Khi lựa chọn dao phay bạn cũng cần để ý đến phương pháp làm mát, gồm làm mát xuyên tâm hay làm mát xung quanh. Nếu có làm mát xuyên tâm, bạn cần chọn loại dao phay được thiết kế với lỗ làm mát xuyên tâm.
Quá trình làm mát ảnh hưởng đến tuổi thọ của dao, khả năng thoát phoi khi gia công. Nếu chỉ làm mát xung quanh thì chỉ có thể giúp giảm nhiệt nhưng khả năng thoát phoi lại bị hạn chế vì nước thổi vào phía trong khe, rãnh chó thể khiến kẹt phoi. Còn đối với cách làm mát xuyên tâm sẽ giúp thoát phoi dễ dàng hơn và khả năng làm mát cũng đồng đều hơn.
6.7 Chế độ cắt
Các chế độ cắt như chiều sâu cắt, lượng chạy dao, số lần chạy dao, tốc độ cắt,… sẽ ảnh hưởng trực tiếp đến việc lựa chọn dao phay phù hợp. Đối với tiêu chí này, các bạn cần phải dựa theo những thông số kỹ thuật của sản phẩm mà nhà sản xuất đưa ra để chọn loại dao phay phù hợp. Tốt hơn hết, bạn hãy liên hệ với nhà cung cấp dụng cụ để được hỗ trợ lựa chọn loại dao phay phù hợp với chế độ cắt thực tế của bạn.
TINH HÀ – ĐỊA CHỈ MUA DAO PHAY NGÓN UY TÍN
Công ty TNHH Thương Mại Dịch Vụ Tinh Hà là đại lý ủy quyền của các hãng dụng cụ cắt gọt SUMITOMO, UNION TOOL, OSG, HPMT,… chúng tôi cung cấp đa dạng các loại dao phay mặt, dao phay ngón đáp ứng cao cho các yêu cầu gia công cơ khí chính xác.
Các bạn có nhu cầu mua dao phay cũng có thể liên hệ ngay với chúng tôi để được tư vấn, hỗ trợ và báo giá tốt nhất!
Hotline: 024 6668 9888 – 0945 275 870
Email: tinhha@tinhha.vn