Rung động trong gia công là gì và làm thế nào để giảm thiểu chúng?
Rung động là gì?
Rung động là một hiện tượng cơ học trong đó các dao động xảy ra xung quanh một điểm cân bằng. Những dao động này có thể là tuần hoàn, giống như dao động của con lắc, hoặc ngẫu nhiên, giống như chuyển động của lốp xe trên đường rải sỏi.
Đôi khi rung động là mong muốn. Ví dụ, một chiếc điện thoại di động hoạt động chính xác vì âm thanh là sự rung động của không khí. Tuy nhiên thì nhìn chung rung động gây lãng phí năng lượng trong khi nó tạo ra biến dạng và tiếng ồn không mong muốn. Ví dụ, hầu hết các chuyển động rung của động cơ, thiết bị điện và các thiết bị cơ khí khác đang hoạt động là không mong muốn. Các bộ phận quay không cân bằng, ma sát không đều, sự ăn khớp của các răng trên bánh răng và các vấn đề khác có thể gây ra rung động mà các thiết kế cần được chú trọng giảm thiểu.
Tại sao rung động lại xảy ra trong quá trình gia công?
Máy gia công, phôi và dụng cụ cắt không cứng vững hoàn toàn và lực cắt có thể làm cho chúng bị rung động. Các đặc tính động của máy, phôi và dụng cụ cắt có thể hạn chế hiệu suất cắt. Độ cứng vững thấp, cũng như thiếu cách giảm rung động, có thể dẫn đến các vấn đề về rung động được tự kích thích hoặc tiếng ồn. Với kiến thức cơ bản về hiện tượng này, có thể dự đoán trước những vấn đề, qua đó khắc phục để cải thiện hiệu suất cắt.
Tại sao phải tránh rung động trong quá trình gia công?
Rung động trong quá trình gia công có thể gây ra nhiều hậu quả tiêu cực, trong đó những vấn đề lớn nhất bao gồm:
- Độ mòn và kiểu mài mòn trên các lưỡi cắt không kiểm soát được, không thể đoán trước (ví dụ các lưỡi cắt bị sứt mẻ và nứt) làm ảnh hưởng đến độ tin cậy của gia công.
- Bề mặt hoàn thiện kém và có thể khiến hỏng phôi, phải gia công lại sản phẩm, ảnh hưởng đến tiến độ gia công và thời gian giao hàng.
- Hai tác động tiêu cực trên của rung động cũng gây ảnh hưởng đến tính kinh tế, gây lãng phí tiền bạc trong gia công.
- Bởi vì rung động hấp thụ năng lượng, nó cũng gây lãng phí năng lượng và thách thức khả năng của người vận hành gia công.
Các loại rung động khác nhau trong gia công là gì?
Rung động tự do trong gia công
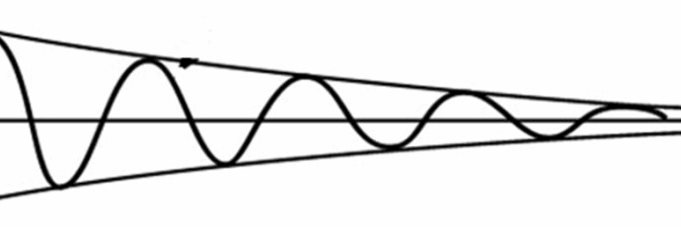
Rung động tự do xảy ra khi ban đầu có một tác động đầu vào kích hoạt rung động trong một hệ thống cơ khí, sau đó hệ thống này sẽ tự rung động tự do. Điều này có thể so sánh với điều xảy ra khi bạn kéo xích đu của một đứa trẻ ra sau rồi thả nó ra. Sau đó, hệ thống cơ học sẽ dao động ở một hoặc nhiều “tần số tự nhiên” của nó và từ từ giảm dần về không.
Rung động cưỡng bức trong gia công
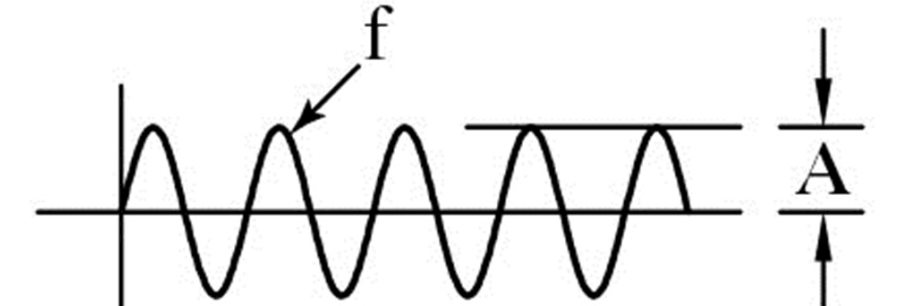
Rung động cưỡng bức xảy ra khi một nhiễu loạn thay đổi theo thời gian (lượng tải, dung tích làm việc hoặc vận tốc) áp dụng cho một hệ thống cơ học. Sự xáo trộn có thể là định kỳ, đầu vào trạng thái ổn định hoặc đầu vào ngẫu nhiên. Chẳng hạn như khi máy giặt bị mất cân bằng rung lắc hoặc tòa nhà rung chuyển trong trận động đất, đây là những ví dụ về rung động cưỡng bức.
Đáp tuyến tần số của hệ thống thể hiện một trong những tính chất quan trọng nhất của rung động cưỡng bức. Trong một hiện tượng gọi là cộng hưởng, biên độ của dao động có thể trở nên cực kỳ cao khi tần số cưỡng bức gần bằng tần số tự nhiên của một hệ thống giảm chấn nhẹ. Tần số tự nhiên của một hệ thống được gọi là tần số cộng hưởng. Khi bạn đẩy một đứa trẻ trên xích đu, bạn phải đẩy vào đúng thời điểm để làm cho xích đu ngày càng cao hơn và chuyển động nhanh mà không cần tác dụng một lực lớn. Các lần đẩy chỉ cần tiếp tục bổ sung năng lượng vào hệ thống. Trong các hệ thống ổ trục roto, bất kỳ tốc độ quay nào kích thích tần số cộng hưởng được gọi là tốc độ tới hạn.
Rung động cộng hưởng trong gia công
Cộng hưởng trong một hệ thống cơ khí có thể dẫn đến lỗi hệ thống. Do đó, phân tích rung động phải dự đoán khi nào loại cộng hưởng này có thể xảy ra và xác định các bước phòng ngừa. Giảm chấn bổ sung có thể làm giảm đáng kể cường độ rung động, cũng như có thể thay đổi độ cứng hoặc khối lượng của hệ thống để chuyển tần số tự nhiên ra khỏi tần số cưỡng bức. Nếu hệ thống không thể thay đổi, cần làm cho tần số cưỡng bức thay đổi (ví dụ bằng cách thay đổi tốc độ của máy tạo ra lực gây rung động cưỡng bức).
Ảnh hưởng của lực cắt đối với hiện tượng rung động
Các lực tác dụng đến quá trình cắt kim loại cũng tác dụng lên dụng cụ cắt. Các lực này làm biến dạng và uốn cong dụng cụ cắt và có thể dẫn đến rung động.
Bản chất động của lực cắt có thể dẫn đến rung động cộng hưởng. Nguy cơ của tình huống như vậy tăng lên trong các trường hợp dụng cụ cắt hoặc phôi gia công có hình dạng thanh mảnh, lực cắt quá cao, vật liệu của dụng cụ hoặc phôi gia công thiếu khả năng giảm chấn, phương pháp cắt không chính xác hoặc hình dạng dụng cụ không phù hợp.
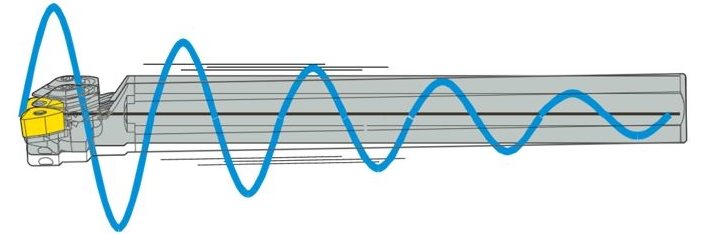
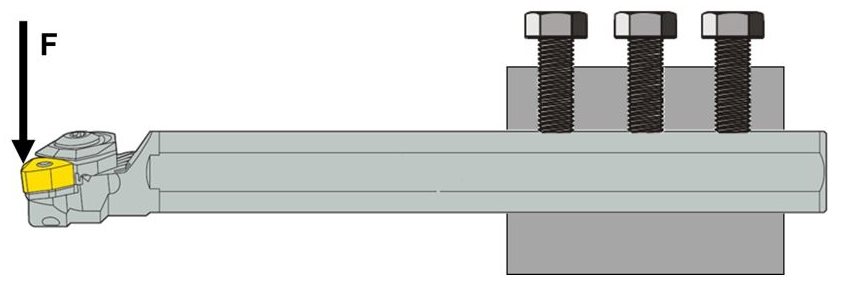
Hình 6 thể hiện cán dao bằng thép (đường kính 100mm và chiều dài phần nhô ra 500mm).
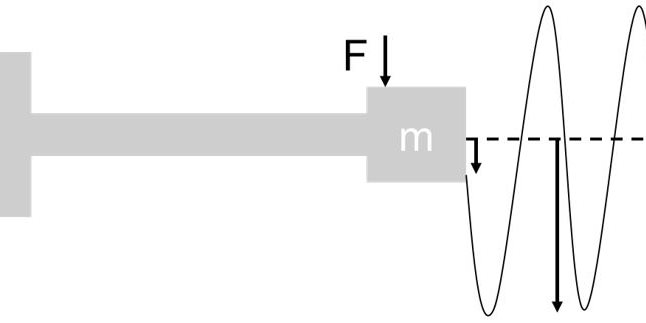
Với lực cắt không đổi 500N, dụng cụ này sẽ lệch đi 25µm. Nếu lực cắt thay đổi theo dạng hình sin ở 142Hz, thì độ lệch thay đổi sẽ xảy ra, với biên độ lớn hơn 20 lần so với độ lệch tĩnh. Điều này sẽ dẫn đến rung động cộng hưởng.
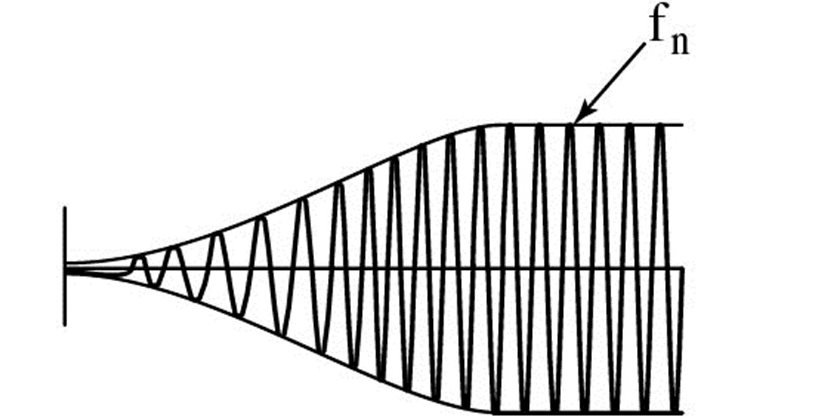
Rung động cộng hưởng có thể xảy ra khi tần số mà lực cắt tác động lên lưỡi cắt bằng với tần số riêng (tần số cộng hưởng) của dụng cụ cắt. Những thay đổi về điều kiện cắt (phay), độ cứng vững, phoi tách ra không đều, hoặc thậm chí là bất thường trong cấu trúc vật liệu có thể gây ra tình trạng này (xem Hình 7).
Rung động cộng hưởng gây ra những tiếng kêu lạch cạch. Về bản chất, tiếng ồn không thực sự là một vấn đề, nhưng trong một số trường hợp, tiếng ồn có thể gây nguy hiểm cho chất lượng của quy trình gia công do sự mài mòn lưỡi cắt không thể kiểm soát hoặc lớp hoàn thiện bề mặt phôi được gia công không hoàn hảo. Những trường hợp này yêu cầu triệt tiêu tiếng kêu, điều này dễ đạt được nhất thông qua các điều kiện cắt được điều chỉnh hoặc lựa chọn thay đổi dụng cụ cắt.
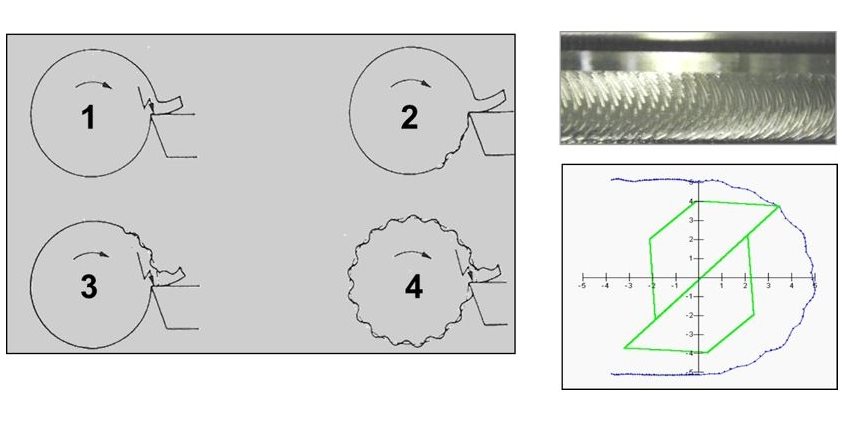
Trong ví dụ trên, giai đoạn 1 biểu thị tình huống trong đó vật liệu không đều tạo ra thành phần biến đổi của lực cắt. Trong giai đoạn 2, sự bất thường này trong vật liệu phôi gây ra sự thay đổi về độ dày phoi. Điều này dẫn đến các lực cắt biến đổi liên tục và khi tần số của chúng gần với tần số riêng của dụng cụ, rung động cộng hưởng có thể xảy ra.
Sự ổn định của máy gia công ảnh hưởng đến rung động
Bất kỳ phân tích nào về rung động và rủi ro của nó trong quá trình gia công đều phải xem xét độ ổn định của máy gia công. Máy không thể cung cấp độ ổn định vô hạn và nói chung, khi tốc độ quay trục chính của máy tăng lên, độ ổn định của dụng cụ giảm xuống (xem hình 8).
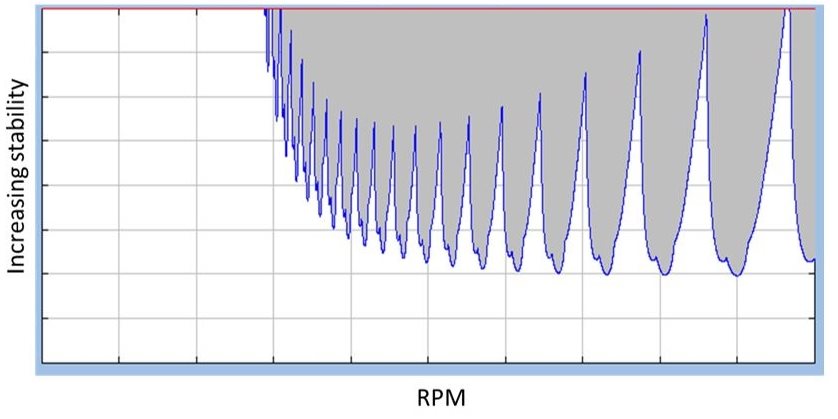
Nói chung, tốc độ rpm (số vòng quay mỗi phút) mà máy gia công vận hành càng cao thì nguy cơ rung động càng lớn. Tuy nhiên, ở một số tốc độ nhất định, độ ổn định tăng lên. Vòng quay được chọn cho một dụng cụ cắt cụ thể có thể nằm trong phạm vi độ ổn định thấp, gây ra rung động và cần phải giảm tốc độ máy để loại bỏ rung động. Ngược lại, vòng quay được chọn có thể nằm trong vùng có độ ổn định cao, cho phép các điều kiện cắt duy trì ở mức cao. Để tránh rung động, đặc biệt là trong quá trình gia công ở tốc độ vòng quay cao hơn, hãy chọn tốc độ một cách cẩn thận.
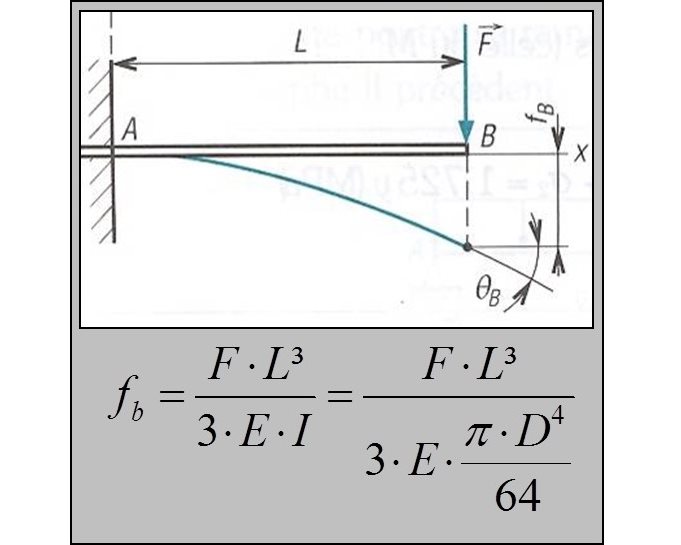
Cách xác định độ uốn của cán dao kẹp một phía
Trong cơ học nói chung, mô hình hiển thị bên dưới (Hình 9) xác định độ uốn của cán hình trụ được kẹp một phía (ví dụ cán dao tiện trong, dao phay, khoan,…). Nói môt cách đơn giản thì nhìn chung, độ cong hoặc độ lệch càng lớn thì nguy cơ rung động bất lợi, bao gồm cả rung động cộng hưởng càng cao – và việc giảm độ cong hoặc độ lệch của dụng cụ sẽ làm giảm rung động rủi ro.
Nhìn theo cách này, giảm rủi ro rung động yêu cầu giảm thiểu độ lệch hoặc cong của dụng cụ.
Điều này có thể đạt được theo nhiều cách.
- Giảm lực cắt hoặc thay đổi hướng lực cắt tác động lên hệ thống.
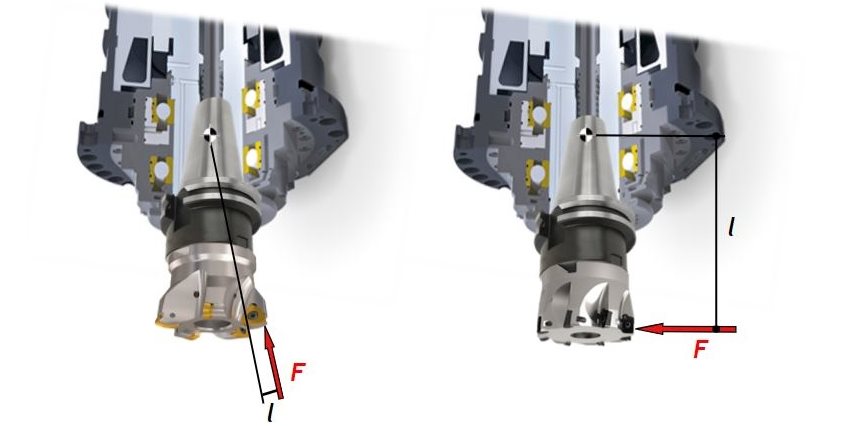
- Làm cho dụng cụ cứng vững hơn, với khả năng chống uốn cong cao hơn. Công thức trong Hình 10 cho thấy rằng việc tăng gấp đôi chiều dài phần nhô ra sẽ làm tăng độ võng lên 8 lần, trong khi đó, việc tăng gấp đôi đường kính sẽ giúp giảm độ võng xuống 16 lần. Do đó, các dụng cụ ngắn hơn hoặc các dụng cụ lớn hơn sẽ ít có nguy cơ bị rung hơn. Tỷ lệ phần nhô ra (L/D = chiều dài không được hỗ trợ hoặc phần nhô ra chia cho đường kính) thường cung cấp phép đo để phân tích nhanh rủi ro rung động. Một số chỉ dẫn dựa trên tỷ lệ phần nhô ra (L/D):
- Rung động thường không xảy ra nếu tỷ lệ nhô ra nhỏ hơn 3.
- Nguy cơ rung động tăng lên nếu tỷ lệ phần nhô ra nhỏ hơn 6.
- Rung động có thể xảy ra nếu tỷ lệ nhô ra nhỏ hơn 9.
- Nếu tỷ lệ phần nhô ra lớn hơn 9, độ rung là điều chắc chắn và dụng cụ thông thường khó có thể giải quyết được vấn đề này.
- Sử dụng vật liệu dụng cụ cứng hơn. Hệ số đàn hồi (E) là một nguyên tố. Ví dụ, thay thế cán công cụ thép bằng cán carbide và độ lệch giảm tới 50%. Cách tiếp cận này có thể được kết hợp với việc sử dụng công cụ có dạng thuôn nhọn.
Tính toán phần nhô ra của công cụ để hạn chế rung động
Khi bạn sử dụng tỷ lệ phần nhô ra để giúp dự đoán rủi ro rung động, hãy cân nhắc cẩn thận khi sử dụng. Phân tích sâu hơn về công thức trong Hình 9 dẫn đến công thức trong Hình 10, rất rõ ràng khi được viết dưới dạng này và áp dụng cho hai ví dụ sau.
Đầu tiên, một công cụ có chiều dài phần nhô ra là 200mm và đường kính 50mm sẽ có tỷ lệ phần nhô ra là 4. Thứ hai, một dụng cụ khác có chiều dài 100mm và đường kính 25mm cũng sẽ có tỷ lệ phần nhô ra là 4. Liệu cả hai công cụ này đều có nguy cơ rung động như nhau? Áp dụng các giá trị này cho hai công cụ trong công thức ở Hình 10, và bạn phát hiện ra rằng công cụ thứ hai có độ uốn gấp đôi và do đó tăng gấp đôi nguy cơ rung động.
Khi rủi ro rung động cao, đường kính của dụng cụ là quan trọng nhất.
Làm thế nào để giảm thiểu và kiểm soát rung động trong gia công?
Một số bước thực tế có thể giảm thiểu hoặc tránh nguy cơ rung động. Sử dụng tất cả các bước này để thay đổi độ lớn hoặc hướng mà lực cắt tác động lên dụng cụ cắt:
- Sử dụng góc cắt hợp lý.
- Sử dụng bán kính phần đầu dao nhỏ hơn và/hoặc lưỡi cắt sắc hơn.
- Giảm chiều sâu cắt và tăng bước tiến.
- Thay đổi tốc độ cắt.
- Sử dụng hệ thống kẹp dụng cụ tốt hơn (ví dụ bầu kẹp Big Daishowa hoặc cán dao chống rung của Sumitomo)
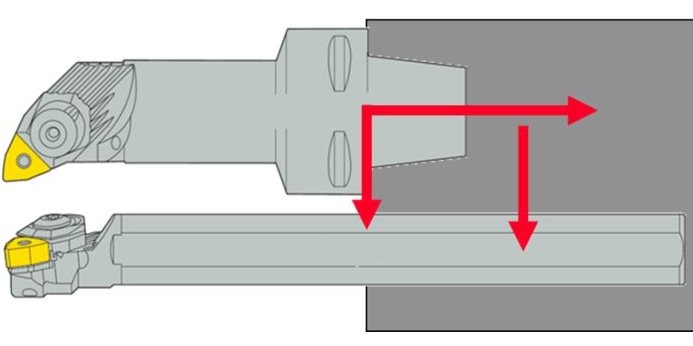
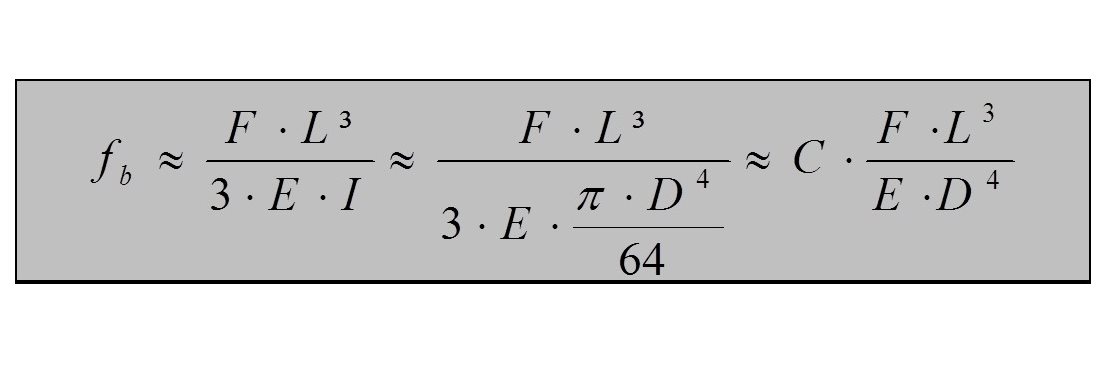
Áp dụng lời khuyên thứ nhất – sử dụng góc cắt hợp lý – tùy vào ứng dụng gia công cụ thể, chẳng hạn như phay và tiện. Khi tiện, góc nghiêng của cạnh cắt càng gần 90° thì việc loại bỏ rung động càng tốt, khi đó lực cắt hướng kính nhỏ nhất, đồng thời, lực dọc trục do cạnh cắt tạo ra lớn nhất, có lợi cho việc loại bỏ rung động. Còn với gia công phay, mảnh cắt tròn có lợi nhất cho việc tiêu tán rung động. Góc mảnh cắt dao phay càng gần 90°, lực cắt hướng tâm càng lớn dẫn đến dao động của dao phay càng cao. Vì vậy, khi phay góc cắt càng nhỏ, độ rung động càng thấp.
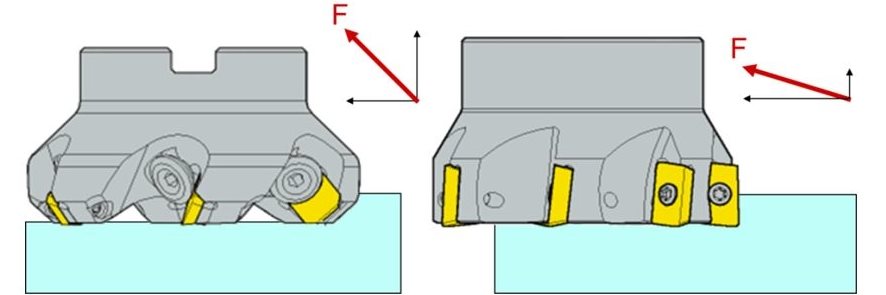
Minh họa dưới đây so sánh dao phay vai vuông (góc cắt 90°) với dao phay bước tiến dao (góc lưỡi cắt chỉ vài độ), thì với khoảng cách l giữa hướng của lực cắt và điểm tham chiếu nhỏ hơn, nguy cơ rung động (cùng với lực cắt) sẽ nhỏ hơn.
Làm thế nào để giảm rung động khi phay?
Để giải quyết các vấn đề rung động trong quá trình phay, hãy chọn các công cụ và điều kiện cắt thích hợp như sau:
- Chọn dao phay có bước răng lớn (coarse pitch milling cutters) và kẹp chúng với phần nhô ra ngắn nhất có thể.
- Chọn các cạnh cắt có góc cào dương.
- Chọn dao phay có đường kính nhỏ hơn.
- Chọn bán kính lưỡi cắt nhỏ.
- Chọn các dao phay carbide có lớp phủ mỏng hơn.
- Sử dụng bước tiến lớn cho mỗi răng. Giảm tốc độ quay và duy trì bước tiến lớn hơn trên mỗi răng. Không giảm bước tiến trên mỗi răng khi xảy ra rung động.
- Giảm độ sâu cắt dọc trục và xuyên tâm.
- Sử dụng các hệ thống kẹp dao phay ổn định. Với các hệ thống giữ công cụ lắp ghép, hãy sử dụng kích thước kết nối lớn nhất có thể. Sử dụng bầu kẹp dạng côn.
- Định vị dao phay ở tâm phôi. Áp dụng kỹ thuật phay thuận.
Bắt đầu với bước tiến và tốc độ cắt bình thường. Nếu rung động phát sinh, dần dần thực hiện các thay đổi như sau:
- Tăng bước tiến dao.
- Tăng tốc độ quay.
- Giảm tốc độ quay.
- Giảm bước tiến dao cho đến khi rung động biến mất hoặc ít nhất là giảm thiểu.
Làm thế nào để giảm rung động khi tiện?
Các bước sau ảnh hưởng đến kết quả tiện. Sử dụng chúng như một danh sách để kiểm tra nhằm khắc phục sự cố rung động.
- Lựa chọn hệ thống và kích thước dụng cụ chuẩn để có độ ổn định và độ cứng tối đa. Hệ thống cán và đầu kẹp dao có phần nhô ra ngắn nhất có thể. Điều này giúp giảm độ lệch, tần số tự nhiên của dụng cụ cao hơn, tránh được các rung động khi tiện.
- Chọn loại và kích thước của mảnh cắt một cách cẩn thận. Chọn bán kính mũi dao nhỏ nhất có thể và làm cho nó nhỏ hơn độ sâu cắt nếu có thể để giảm lực cắt thụ động. Giới hạn độ sâu cắt để giảm thiểu độ lệch của dụng cụ và đảm bảo dung sai gia công chính xác cho phôi gia công. Khi có khả năng bị rung, hãy chọn mảnh cắt có góc trên nhỏ (60° hoặc 55°) để kết hợp khả năng cắt nhẹ và độ bền cạnh tốt.
- Chọn mảnh cắt có đường cắt sắc nét và hình học vượt trội để cắt dễ dàng và ít bị sai lệch dụng cụ. Lưu ý rằng các cạnh cắt sắc hơn sẽ yếu hơn và yêu cầu bẻ phoi thích hợp.
- Chọn mảnh cắt carbide cứng hơn và hình học sắc nét hơn, mặc dù điều này tạo ra các cạnh cắt có độ bền kém hơn và có thể bị sứt mẻ hoặc gãy sớm. Để tăng độ tin cậy và tuổi thọ dụng cụ, ưu tiên chọn dao tiện bằng vật liệu cứng chắc hơn.
- Chọn cẩn thận các điều kiện cắt để giảm thiểu độ sâu cắt. Với rủi ro rung động nghiêm trọng, hãy sử dụng bước tiến ít hơn 25% bán kính mũi. Đánh giá tốc độ cắt để tránh làm việc trong vùng kém ổn định của máy gia công.
Trên đây là một vài lời khuyên của chúng tôi về cách hạn chế rung động trong gia công CNC. Và tốt hơn hết, hãy lựa chọn các máy gia công và dụng cụ cắt gọt có chất lượng cao để đảm bảo cho quá trình gia công được diễn ra một cách ổn định nhất. Nếu có bất cứ yêu cầu nào về các giải pháp gia công cơ khí, vui lòng liên hệ với chúng tôi qua thông tin trên website tinhha.com.vn này.