Tính toán tỷ lệ chiều dài trên đường kính cho công cụ doa lỗ
Hiệu suất của nguyên công doa lỗ phụ thuộc rất nhiều vào tỷ lệ chiều dài trên đường kính (L/D) của công cụ. Mặc dù đây là một phép tính đơn giản, các giá trị chiều dài và đường kính được sử dụng có thể chưa được nhiều người hiểu đúng.
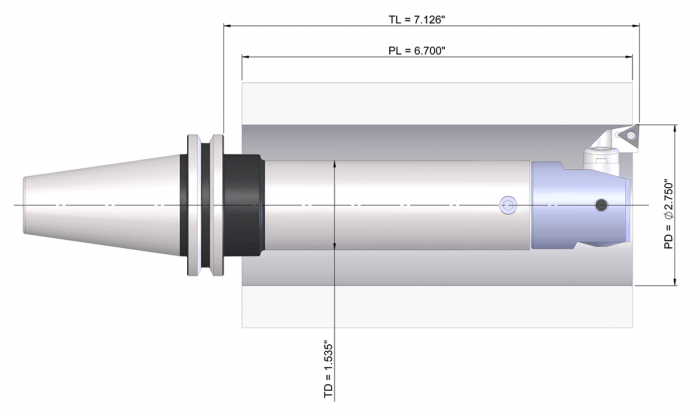
Với hình ảnh minh họa được thể hiện ở trên, rất nhiều người tính toán tỷ lệ L/D là 6,7/2,75=2,4. Hầu hết các tỷ lệ L/D dưới 4 được coi là tối ưu, có nghĩa là nếu tính toán với tỷ lệ này thì có thể áp dụng các điều kiện cắt tối đa dựa trên vật liệu phôi và thông số mảnh cắt.
Tuy nhiên, khi chúng ta nhìn vào công cụ doa lỗ đang được sử dụng, tỷ lệ này khác rất nhiều. Đối với dụng cụ doa ở trên, phép tính 7,126/1,535=4,6 mới thực sự chính xác, do đó với kết quả này thì tốc độ cắt và tiến dao có thể cần phải giảm để tạo ra một lỗ khoan đáp ứng được các tiêu chí.
Tỷ lên L/D của dao là tỷ lệ cần được xem xét khi xác định các thông số cắt. Để giảm tỷ số này, qua đó tăng hiệu suất của quá trình gia công, có thể cần điều chỉnh dụng cụ doa lỗ.
Trong ví dụ này, một đầu gắn chip có phạm vi đường kính mở rộng đang được sử dụng. Điều này có vẻ như đã làm cho đường kính của dụng cụ doa lỗ được lớn hơn. Tuy nhiên tỷ lệ L/D của dụng cụ doa lỗ cần được tính bằng cách sử dụng chiều dài của cán (hoặc thân) dao và đường kính của nó, không phải đường kính và chiều sâu của lỗ khoan.
Bây giờ, hãy nhìn vào minh họa khác ở phía dưới, chúng ta thấy trong cấu hình đầu tiên cán dao Ø16mm có chiều dài 160mm, do đó ta có tỷ lệ L/D là 10:1 mặc dù tỷ lệ chiều dài / đường kính lỗ khoan chỉ là 2,5:1. Trong một số ứng dụng, chiều dài này của cán là cần thiết bởi cấu trúc của phôi hoặc bộ phận nào đó không cho phép bầu kẹp tiến gần hơn đến lỗ doa. Tuy nhiên, trong những trường hợp có thể như trên, việc giảm đi chiều dài cán, chẳng hạn như 55mm của cán dao này thì tỷ lệ L/D chỉ còn là 105:16 = 6,5:1. Chỉ riêng điều này đã giúp cho tốc độ cắt tăng khoảng 10 lần từ 20mm/phút lên 200mm/phút.
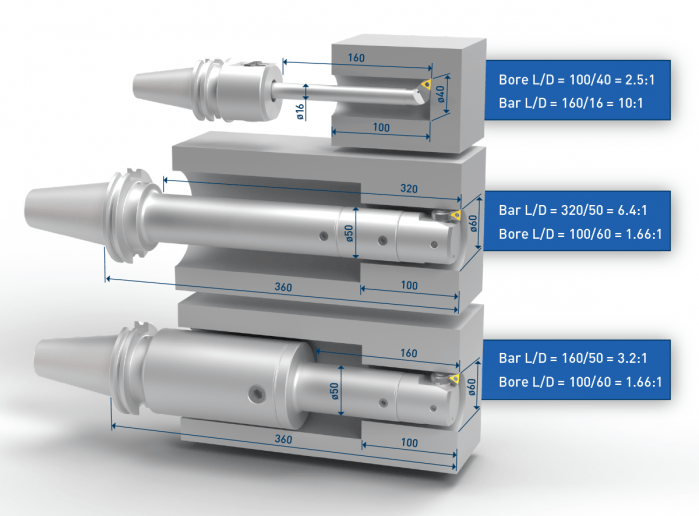
Dụng cụ doa lỗ thông thường có thể được thay thế bằng hệ thống doa lỗ lắp ghép, điều này sẽ giúp ích theo hai cách:
- Giảm tỷ lệ L/D của dụng cụ doa.
- Giảm sự mất cân bằng của dụng cụ doa bởi đầu gắn chip nằm gần với cán dao hơn.
Quay trở lại với hình minh họa phía trên, so sánh hai cụm gia công ở giữa và cuối, cụm ở giữa sử dụng cùng một kích thước của thanh nối dài với cán dao doa, điều này dẫn đến tỷ lệ L/D là 6,4:1. Nhưng ở cụm cuối, khi sử dụng thanh nối dài có kích thước đường kính lớn hơn và điều đó giúp cho tỷ lệ chiều dài trên đường kính của dụng cụ doa được giảm đi một nửa, giúp cho năng suất được cải thiện 350% (tốc độ cắt từ 14mm/phút lên 50mm/phút).
Trong mọi trường hợp, giảm tỷ lệ L/D giúp cải thiện tốc độ, qua đó giúp tăng tuổi thọ dụng cụ doa, cũng như độ hoàn thiện bề mặt tốt hơn và kiểm soát tốt hơn kích thước của lỗ khoan. Đồng thời cũng có thể sử dụng cán dao chống rung để đảm bảo hiệu suất gia công đạt mức cao nhất khi doa lỗ.
Tham khảo thêm: Hệ thống đầu doa lỗ lắp ghép Big Daishowa CK BORING SYSTEM
Bài viết được tham khảo từ John Zaya – chuyên gia của BIG DAISHOWA Châu Mỹ. Dựa theo bài viết: