Hiện tượng lẹo dao là gì? Nguyên nhân, ảnh hưởng và cách khắc phục
Trong bài viết này, hãy cùng Tinh Hà tìm hiểu về hiện tượng lẹo dao, nguyên nhân và ảnh hưởng của lẹo dao đến quá trình cắt gọt như thế nào, cũng như những cách khắc phục vấn đề này.
Hiện tượng lẹo dao là gì?
Hiện tượng lẹo dao (Built Up Edge -BUE) là sự tích tụ của vật liệu phôi trên mặt trước của dao cắt, tạo thành một cục kim loại bám chắc vào lưỡi cắt của dao, biến nó thành một lưỡi cắt mới thay cho lưỡi cắt thực tế. Cục kim loại này có đặc tính và cấu trúc khác với vật liệu gia công và vật liệu của dao cắt.
Kích thước của cục lẹo dao không đồng nhất, có lúc lớn, lúc nhỏ khác nhau, tách biệt với phoi và cũng có thể xuất hiện hay biến mất hàng chục lần trong một giây. Lẹo dao xảy ra cả trên nguyên công phay và tiện hay những nguyên công khác.
Nguyên nhân gây ra lẹo dao
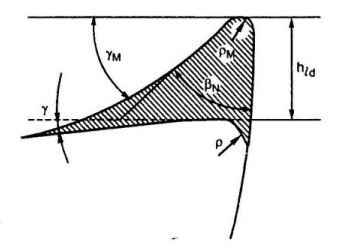
Trong gia công các kim loại dẻo chẳng hạn như thép có độ dài tiếp xúc giữa phoi và dao lớn, ứng suất và nhiệt độ phát sinh tại vùng tiếp xúc giữa phoi và dao. Dưới ứng suất và nhiệt độ cao như vậy giữa hai bề mặt kim loại, liên kết mạnh có thể xảy ra tập trung tại mặt trước dao cắt do sự kết dính tương tự như hàn của vật liệu phoi và vật liệu chế tạo dao. Sự kết dính này càng dễ xảy ra nếu giữa vật liệu phôi và vật liệu chế tạo dụng cụ cắt có độ bám dính hoặc có độ hòa tan với nhau. Nó cũng ảnh hưởng bởi biến dạng dẻo của vật liệu phôi và ma sát giữa mặt trước của dao và phoi. Mối kết dính bắt đầu hình thành ở một vị trí thuận lợi nhất và sau đó dần dần tích tụ phát triển như thể hiện trong hình ảnh dưới.
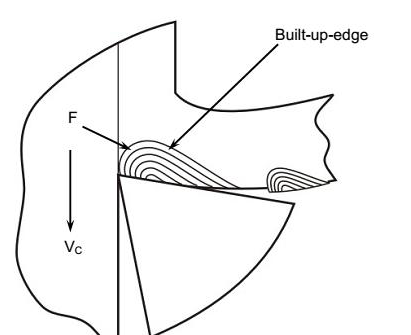
Dưới sự lớn lên của cục lẹo dao, lực F cũng tăng lên dần dần do tác động nêm của mũi dao với cục lẹo dao hình thành trên nó. Bất cứ khi nào lực F vượt quá lực liên kết của cục lẹo dao, nó sẽ bị vỡ ra và bị phoi cuốn đi. Sau đó, một lần nữa cục lẹo dao mới lại bắt đầu hình thành. Điều này cứ lặp đi lặp lại. Các bạn có thể hình dung rõ hơn về quá trình hình thành lẹo dao tại video sau.
Những yếu tố ảnh hưởng đến hiện tượng lẹo dao
Tốc độ cắt trong gia công
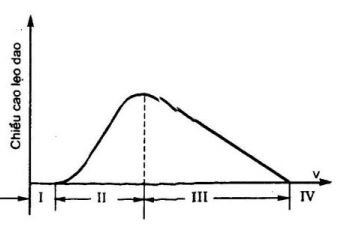
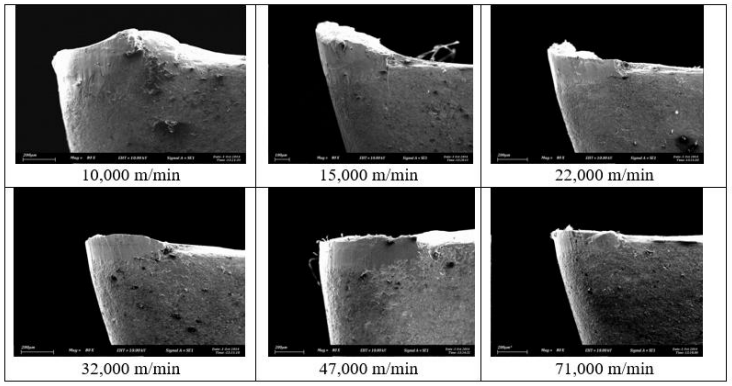
Trong gia công, tốc độ cắt thấp không hình thành lẹo dao (khu vực I) do không đủ những điều kiện về nhiệt độ, còn với tốc độ cắt cao (khu vực IV) thì sẽ không còn lẹo dao bởi thời gian để hình thành sự bám dính sẽ ít đi nên lẹo dao mất đi. Ở phạm vi tốc độ cắt từ khoảng 10 – 30 m/ph (khu vực III) tốc độ cắt tăng thì chiều cao lẹo dao tăng. Ở phạm vi tốc độ cắt vùng III, tăng tốc độ cắt thì lẹo dao giảm dần và biến mất.
Vật liệu gia công
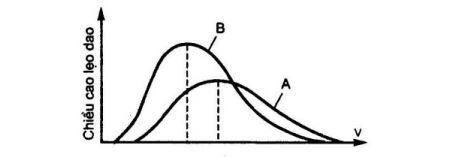
Đối với vật liệu gia công có tính giòn thì phoi dễ bị phá hủy và đứt ra sớm nên khó hình thành lẹo dao. Đối với vật liệu gia công có độ dẻo thì hiện tượng lẹo dao sẽ hình thành, và tính dẻo của vật liệu khác nhau sẽ ảnh hưởng đến tốc độ hình thành lẹo dao cũng như chiều cao lẹo dao.
Chiều dày cắt
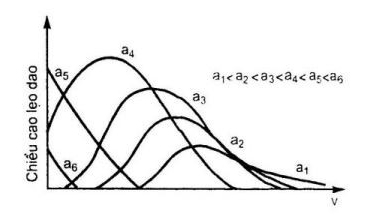
Chiều dày cắt a càng lớn, tốc độ để hình thành lẹo dao càng thấp và chiều cao lẹo dao càng cao.
Góc trước γ
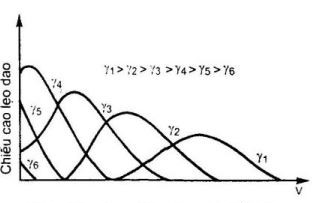
Góc trước γ càng cao thì tốc độ cắt để hình thành lẹo dao càng cao và chiều cao lẹo dao càng nhỏ. Dựa vào yếu tố này mà người ta sẽ điều chỉnh góc trước γ phù hợp khi gia công, điều này sẽ được trình bày chi tiết hơn ở phần sau.
Ảnh hưởng của lẹo dao đến quá trình cắt gọt như thế nào?
Hiện tượng lẹo dao về cơ bản là mang lại những ảnh hưởng tiêu cực tới quá trình cắt gọt gia công kim loại. Những ảnh hưởng đó bao gồm:
- Lẹo dao làm thay đổi hình dạng của dao cắt, đặc biệt là góc trước, hơn nữa sự thay đổi này không cố định một hình dạng nhất định, điều đó khiến mất kiểm soát kích thước trong quá trình loại bỏ kim loại. Lẹo dao thường khiến cho vết cắt có xu hướng sâu hơn so với vết cắt thông thường của dụng cụ cắt.
- Thay đổi trên mũi dao cũng khiến tăng ma sát tại bề mặt tiếp xúc giữa dao cắt và phôi, điều đó làm tăng lực cắt và điện năng tiêu thụ cũng tăng lên trong quá trình gia công.
- Quá trình hình thành và mất đi của lẹo dao lặp đi lặp lại gây ra dao động lực cắt và do đó gây ra rung động có hại cho dụng cụ cắt, ảnh hưởng đến công việc và máy gia công.
- Lẹo dao gây ra những mảnh vỡ có thể dính vào phôi, gây hư hỏng bề mặt.
- Những ảnh hưởng trên của hiện tượng lẹo dao đưa đến chất lượng bề mặt gia công bị kém đi nhiều.
- Khi lẹo dao bị phá vỡ và mất đi có thể khiến cho sứt, mẻ lưỡi dao cắt.
Tuy nhiên, hiện tượng lẹo dao không phải là không có những điểm tích cực. Cụ thể là trong gia công thô thì hiện tượng lẹo dao có lợi vì nó giúp bảo vệ lưỡi cắt khỏi bị mòn, giúp tuổi thọ dao cao hơn. Bởi vậy nên khi gia công thô thì người ta thường giảm góc trước γ để tránh mòn lưỡi cắt.
Cách khắc phục hiện tượng lẹo dao
Việc tránh hiện tượng lẹo dao sẽ phụ thuộc vào vật liệu được gia công. Tính chất khác nhau của vật liệu sẽ ảnh hưởng đến quá trình hình thành lẹo dao, chẳng hạn như tốc độ cắt để không xảy ra hiện tượng lẹo dao sẽ khác nhau. Dưới đây là tổng quan những cách khắc phục hiện tượng lẹo dao khi gia công cắt gọt kim loại:
- Đối với dao cắt carbide, tăng tốc độ cắt là cách để giảm thiểu hiện tượng lẹo dao, ở tốc độ cắt cao, thời gian để vật liệu phoi trượt trên dao cắt sẽ ít hơn nên khó hình thành bám dính hơn.
- Với các dụng cụ cắt thép gió (HSS) thì tốc độ cắt thấp lại giúp tránh được hiện tượng lẹo dao do tốc độ thấp dẫn đến nhiệt ít hơn, không đủ điều kiện để lẹo dao hình thành.
- Giảm chiều sâu cắt cũng sẽ hạn chế được quá trình hình thành lẹo dao.
- Giảm ma sát trên lưỡi cắt, bằng cách sử dụng chất bôi trơn thích hợp hoặc sử dụng loại dụng cụ cắt có lớp phủ phù hợp để hạn chế ma sát.
- Dụng cụ cắt có độ sắc bén cao cũng sẽ giúp hiện tượng lẹo dao ít xảy ra hơn.
- Sử dụng dầu tưới nguội giúp giảm nhiệt độ trong quá trình cắt, cũng như thoát phoi tốt hơn, là cách rất lý tưởng để không bị lẹo dao.
- Tăng góc trước γ là một cách khác.
Trên đây là một vài thông tin về hiện tượng lẹo dao khi gia công cắt gọt kim loại. Nếu các bạn có nhu cầu về dụng cụ cắt gọt cơ khí, xin vui lòng liên hệ với chúng tôi để được tư vấn hỗ trợ. Các bạn cũng có thể bấm xem các dụng cụ cắt gọt kim loại tại đây.