Thế nào là chuẩn trong gia công cơ khí? Những nguyên tắc trong chọn chuẩn
Chuẩn trong gia công cơ khí là gì?
Chuẩn gia công cơ khí là tập hợp của những bề mặt, đường hoặc điểm trên một chi tiết mà căn cứ vào đó chúng ta có thể xác định được vị trí tương quan của các bề mặt, đường hoặc điểm khác của chính chi tiết đó hoặc của chi tiết khác.
Chuẩn có thể là một hay nhiều bề mặt, đường hoặc điểm. Trong quá trình thiết kế hoặc gia công, lắp ráp hoặc đo lường thì vị trí tương quan của các bề mặt, đường hoặc điểm cần được xác định.
Trong một nguyên công gia công cơ khí thì việc xác định chuẩn chính là việc xác định vị trí tương quan giữa dụng cụ cắt và bề mặt cần gia công của chi tiết nhằm đảm bảo những yêu cầu kỹ thuật và kinh tế của nguyên công đó.
Phân loại về chuẩn cơ khí
Trong gia công cơ khí chế tạo máy thì tổng quan có thể phân loại chuẩn thành các loại cụ thể như sau:
2.1 Chuẩn thiết kế
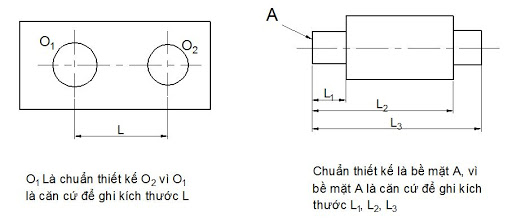
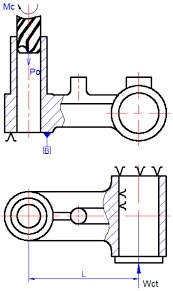
Chuẩn thiết kế là chuẩn được dùng trong quá trình thiết kế, là tập hợp đường, điểm, bề mặt dùng là căn cứ để ghi kích thước.
Chuẩn này được hình thành khi lập các chuỗi kích thước trong quá trình thiết kế. Chuẩn thiết kế có thể là chuẩn thực hay chuẩn ảo.
2.2 Chuẩn công nghệ
Chuẩn công nghệ bao gồm Chuẩn gia công, Chuẩn lắp ráp và Chuẩn kiểm tra. Chúng ta sẽ tìm hiểu từng loại dưới đây.
– Chuẩn gia công:
Là chuẩn dùng để xác định vị trí của những bề mặt, đường hoặc điểm của chi tiết trong quá trình gia công cơ khí. Chuẩn này bao giờ cũng là chuẩn thực, gồm chuẩn thô và chuẩn tinh.
Chuẩn thô là những bề mặt dùng làm chuẩn chưa qua gia công. Trong phần lớn các trường hợp thì chuẩn thô là những yếu tố hình học thực của phôi chưa gia công. Chỉ trong trường hợp phôi đưa vào xưởng đã ở dạng gia công sơ bộ thì chuẩn thô mới là những bề mặt gia công, trường hợp này thường gặp trong sản xuất máy hạng nặng.
Chuẩn tinh là những bề mặt dùng làm chuẩn đã qua gia công. Trường hợp chuẩn tinh được dùng trong cả quá trình lắp ráp thì được gọi là chuẩn tinh chính, còn chuẩn tinh không được dùng trong quá trình lắp ráp được gọi là chuẩn tinh phụ.
– Chuẩn lắp ráp:
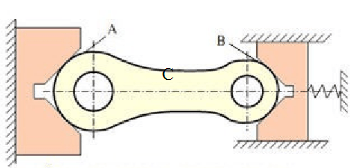
Chuẩn lắp ráp là chuẩn dùng để xác định vị trí tương quan của các chi tiết khác nhau của một bộ phận máy trong quá trình lắp ráp. Chuẩn này có thể trùng với mặt tỳ lắp ráp và cũng có thể không.
– Chuẩn kiểm tra:
Còn được gọi là chuẩn đo lường, là chuẩn để căn cứ vào đó để tiến hành đo hay kiểm tra kích thước về vị trí giữa các yếu tố hình học của chi tiết máy.
Các nguyên tắc chọn chuẩn
Khi chọn chuẩn để gia công, chúng ta cần phải xác định chuẩn cho nguyên công đầu tiên và chuẩn cho nguyên công tiếp theo. Thông thường, chuẩn dùng cho nguyên công đầu tiên là chuẩn thô, còn chuẩn dùng trong các nguyên công tiếp theo là chuẩn tinh.
Việc chọn chuẩn với mục đích là để đảm bảo những yếu tố:
- Chất lượng của chi tiết trong quá trình gia công.
- Nâng cao năng suất và giảm giá thành.
Phần tiếp theo chúng ta sẽ tìm hiểu những điểm cần tuân thủ khi chọn chuẩn.
3.1 Nguyên tắc chọn chuẩn thô
Chuẩn thô thường được dùng trong nguyên công đầu tiên trong quá trình gia công cơ khí. Việc chọn chuẩn thô có ý nghĩa quyết định đối với quá trình công nghệ, có ảnh hưởng đến các nguyên công tiếp theo và độ chính xác gia công của chi tiết.
Khi chọn chuẩn thô cần chú ý 2 yêu cầu:
- Phân phối đủ lượng dư cho các bề mặt gia công.
- Bảo đảm độ chính xác cần thiết về vị trí tương quan giữa các bề mặt không gia công và các bề mặt được gia công.
Dựa vào các yêu cầu trên, người ta đưa ra 5 nguyên tắc khi chọn chuẩn thô như sau:
- Nếu chi tiết gia công có một bề mặt không gia công thì nên chọn bề mặt đó làm chuẩn thô, như vậy sẽ làm cho sự thay đổi vị trí tương quan giữa bề mặt gia công và bề mặt không gia công là nhỏ nhất.
- Nếu có một số bề mặt không gia công thì nên chọn bề mặt không gia công nào có yêu cầu độ chính xác về vị trí tương quan cao nhất đối với các bề mặt gia công làm chuẩn thô.
- Nếu tất cả các bề mặt phải gia công, nên chọn mặt nào có lượng dư nhỏ và đều làm chuẩn thô.
- Cố gắng chọn bề mặt làm chuẩn thô tương đối bằng phẳng, không có bavia, đậu ngót, đậu rót hoặc quá gồ ghề.
- Chuẩn thô chỉ nên dùng một lần trong cả quá trình gia công.
3.2 Nguyên tắc chọn chuẩn tinh
Chọn chuẩn tinh cũng bao gồm 5 nguyên tắc như sau:
- Cố gắng chọn chuẩn tinh là chuẩn tinh chính, khi đó chi tiết lúc gia công sẽ có vị trí tương tự lúc làm việc. Vấn đề này rất quan trọng khi gia công tinh.
- Cố gắng chọn chuẩn định vị trùng với gốc kích thước để sai số chuẩn bằng 0.
- Chọn chuẩn sao cho khi gia công, chi tiết không bị biến dạng do lực cắt, lực kẹp. Mặt chuẩn phải đủ diện tích định vị.
- Chọn chuẩn sao cho kết cấu đồ gá đơn giản và thuận tiện khi sử dụng.
- Cố gắng chọn chuẩn thống nhất, tức là trong nhiều lần cũng chỉ dùng một chuẩn để thực hiện các nguyên công của cả quá trình công nghệ, vì khi thay đổi chuẩn sẽ sinh ra sai số tích lũy ở những lần gá sau.
Xem thêm: Hiểu rõ độ chính xác, độ lặp lại và dung sai khi gia công CNC





![Tinh Hà [Hà Nội] Tuyển Dụng Vị Trí Nhân Viên Trợ Lý Kinh Doanh 2026](https://tinhha.com.vn/wp-content/uploads/2026/02/tuyen-dung-nhan-vien-tro-ly-kinh-doanh.webp)
![[Hà Nội, Hải Phòng, TpHCM] Tuyển Dụng Nhân Viên Kinh Doanh Ngành Cơ Khí Chính Xác Năm 2026](https://tinhha.com.vn/wp-content/uploads/2026/01/tuyen-dung-nhan-vien-kinh-doanh-nganh-co-khi-chinh-xac.webp)