Tìm Hiểu Về Phương Pháp Gia Công Xung Điện
Phương pháp gia công xung điện hay còn được gọi là gia công tia lửa điện, gia công EDM là phương pháp gia công được sử dụng trên các máy xung điện, máy cắt dây. Phương pháp gia công xung điện thường được ứng dụng trong chế tạo khuôn mẫu, khi mà những chi tiết phức tạp khó có thể gia công với các máy gia công CNC khác.
Tổng quan về phương pháp gia công xung điện
Mặc dù vào thế kỷ 19, nhà nghiên cứu người Anh Toseph Priestley đã phát hiện thấy có sự ăn mòn vật liệu gây ra bởi sự phóng điện. Tuy nhiên thì phương pháp gia công xung điện hay gia công tia lửa điện (Electric Discharge Machining – EDM) được ứng dụng thực tế cho gia công lần đầu tiên tại Liên Xô vào năm 1943 sau những nghiên cứu của hai vợ chồng người Nga tại Đại học Moscow là Giáo sư- Tiến sĩ Boris Lazarenko và Tiến sĩ Natalya Lazarenko.
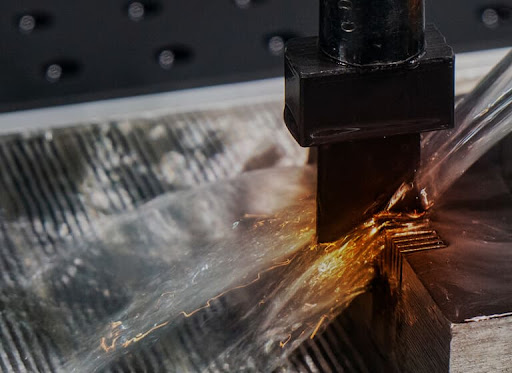
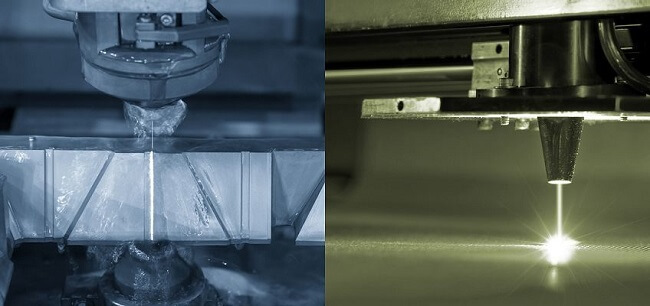
Đến nay thì phương pháp gia công tia lửa điện (EDM) đã phổ biến trên khắp thế giới. Phương pháp gia công này được thực hiện bởi quá trình phóng loạt tia lửa điện cực mạnh và nhanh giữa 2 điện cực gần nhau, được ngăn cách bằng chất lỏng điện môi, để loại bỏ đi những phần vật liệu thừa nhằm hình thành nên hình dạng của chi tiết. Trong 2 điện cực này, một đầu điện cực gọi là điện cực công cụ (đóng vai trò là dao) và đầu điện cực còn lại chính là phôi gia công.
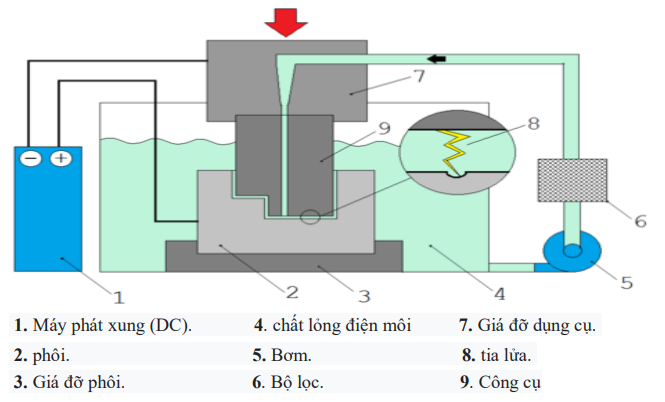
Một hệ thống gia công xung điện (EDM) bao gồm có hai bộ phận chính là máy công cụ và nguồn cung cấp điện. Máy công cụ gắn điện cực định hình đóng vai trò là dao và điện cực tiến tới bề mặt chi tiết gia công sinh ra một lỗ chép hình hình dạng của dụng cụ. Nguồn năng lượng cung cấp sản sinh ra một tần số cao, tạo ra một loạt tia lửa điện giữa điện cực và bề mặt chi tiết, bóc đi một lớp vật liệu từ sự ăn mòn của nhiệt độ và sự hóa hơi.

Để hình thành nên tia lửa điện thì cần có các điều kiện như sau:
- Đặt một điện áp giữa điện cực và phôi.
- Giữa điện cực và phôi phải được điền đầy bởi một chất điện môi.
- Cho 2 điện cực tiến lại gần nhau, đến một khoảng cách nào đó thì xảy ra sự phóng tia lửa điện.
- Hai điện cực không chạm nhau, không được quá gần hoặc quá xa.
- Dùng bộ phát xung RC để cung cấp dòng điện gián đoạn.
Kể từ khi được ứng dụng vào thực tế trong ngành cơ khí, phương pháp gia công EDM đã giải quyết được nhiều vấn đề liên quan đến các ứng dụng gia công có mô hình phức tạp. Trong suốt quá trình phát triển của phương pháp này thì các máy gia công EDM cũng được phát triển, nâng cấp và hoàn chỉnh rất nhiều. Việc tích hợp các chương trình điều khiển bằng kỹ thuật số cũng giúp cho quá trình gia công xung điện càng trở nên chính xác hơn.
Nguyên lý hoạt động máy gia công xung điện
Trong quá trình nghiên cứu, người ta nhận thấy rằng cực dương sẽ bị ăn mòn vì electron từ cực âm bắn phá qua cực dương. Điều đáng chú ý là nếu cực âm có hình dạng thế nào thì cực dương sẽ bị ăn mòn như thế. Dựa vào điều này, trong gia công tia lửa điện EDM, người ta dùng cực âm là một cực có hình thù chuẩn xác, cực dương nối vào phôi gia công và khi quá trình phóng điện xảy ra, phôi vật liệu sẽ bị ăn mòn theo đúng hình dạng đã được định hình sẵn.
Nguồn điện được sử dụng trên các máy gia công EDM là nguồn điện một chiều có tần số 50 – 500kHz, điện áp 50 – 300V và cường độ dòng điện 0,1 – 500A. Quá trình gia công được thực hiện trong một dung dịch cách điện được gọi là chất điện môi. Khi hai điện cực tiến lại gần nhau thì giữa chúng có điện trường. Khi điện áp tăng lên thì từ cực âm có các điện tử phóng ra, tiếp tục tăng điện áp thì chất điện môi giữa hai điện cực bị ion hóa làm cho chúng trở nên dẫn điện, khiến xuất hiện tia lửa điện giữa 2 điện cực.
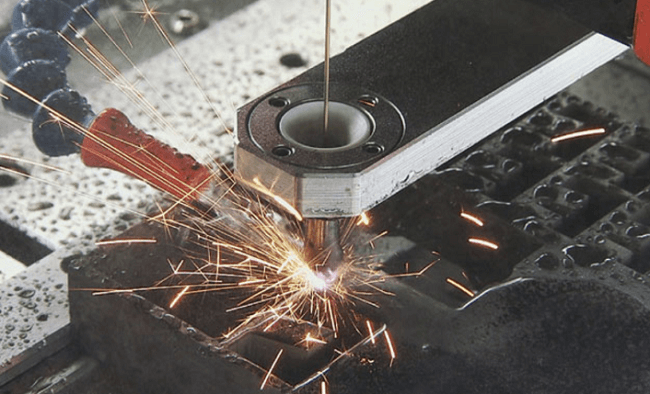
Nhiệt độ ở vùng có tia lửa điện rất cao, có thể lên đến 12.000oC, làm nóng chảy, đốt cháy phần kim loại trên cực dương, chính là trên phôi vật liệu. Quá trình phóng điện xuất hiện ion hóa cực mạnh và tạo nên áp lực va đập rất lớn, giúp đẩy phoi ra khỏi vùng gia công. Toàn bộ quá trình trên chỉ xảy ra trong thời gian rất ngắn từ 10-4 đến 10-7s.
Sau đó mạnh trở lại trạng thái ban đầu và khi điện áp của tụ được nâng lên đến mức đủ để phóng điện thì quá trình trên lại tiếp tục diễn ra. Trong suốt quá trình, 2 điện cực hoạt động không được phép chạm nhau. Người vận hành cần phải di chuyển vị trí giữa cực âm và cực dương để định hình được toàn bộ hình dạng của chi tiết cần gia công. Hiện các máy xung điện được tích hợp hệ thống điều khiển tự động CNC giúp gia công chính xác và nhanh chóng hơn.
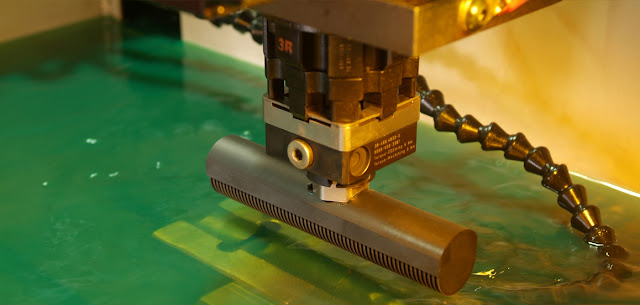
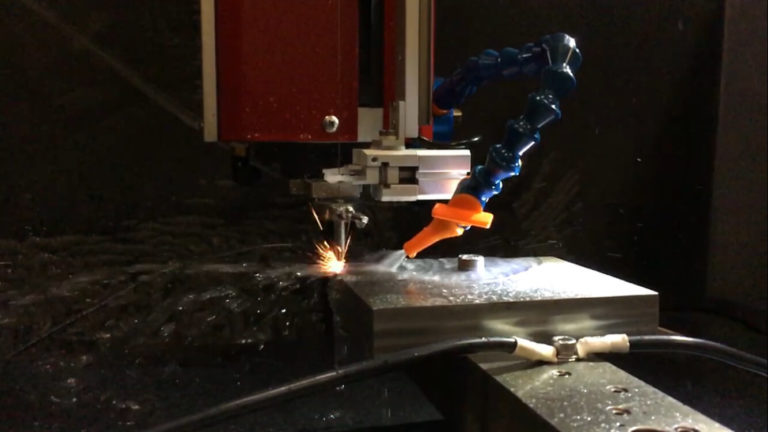
Trên các máy xung định hình EDM thì cực âm là thỏi điện cực được chế tạo sao cho biên dạng của nó giống với bề mặt cần gia công. Còn trên các máy cắt dây WEDM thì điện cực là sợi dây có đường kính 0,1 – 0,3mm, cuốn liên tục và chạy theo một biên dạng cố định. Quá trình phóng tia lửa điện của máy cắt dây WC là bằng mặt bên dây cắt đối với chi tiết cần gia công. Chất dung môi sử dụng trong quá trình gia công là nước khử khoáng.
- Sản phẩm liên quan: Máy xung/cắt dây EDM Aristech
Điện cực trên máy xung điện
Điện cực đóng vai trò quan trọng trên các máy xung điện. Vật liệu làm điện cực phải đảm bảo được các yếu tố có tính dẫn điện tốt, nhiệt lượng riêng lớn, có nhiệt độ nóng chảy cao, có tính dẫn nhiệt tốt.
Các vật liệu có thể được dùng để làm điện cực thỏi trên các máy xung định hình EDM là đồng đỏ, đồng – volfram, Graphite (điện cực than chì), bạc – volfram, đồng thau, volfram, nhôm, molipden, hợp kim cứng, thép,… Trong đó đồng đỏ và than chì là được sử dụng phổ biến nhất. Các vật liệu volfram, nhôm, molipden, thép, hợp kim cứng được sử dụng trong những trường hợp đặc biệt. Trong gia công lỗ hoặc bộng sâu thì điện cực cần có lỗ thoát khí.
Dây cắt trên các máy cắt dây được làm bằng đồng đỏ, đồng thau, molipden, volfram, đồng – volfram, bạc – volfram, kẽm… Để nâng độ bền cho dây cắt, một lớp oxit kẽm, graphit… được phủ bên ngoài cho dây cắt.
- Sản phẩm liên quan: Dụng cụ dành cho gia công điện cực và xung EDM
Dung dịch làm mát khi gia công tia lửa điện
Dụng dịch làm mát hay chất dung môi được sử dụng trong quá trình gia công tia lửa điện giúp cho năng lượng được tập trung tốt, đảm bảo cho quá trình gia công ổn định và chính xác theo những yêu cầu đã xác định trước. Nó cũng giúp lấy đi phần phoi sinh ra trong quá trình gia công và mang chúng đi nơi khác. Dung dịch làm mát phải được luân chuyển tuần hoàn suốt quá trình gia công xung điện.
Chất lỏng gia công cũng phải đáp ứng những yêu cầu như có độ cách điện cao, dẫn nhiệt tốt, phải trung tính về hóa học, có độ nhớt thấp, nhiệt độ cháy và điểm nổ đủ cao để không gây nguy hiểm, có khả năng phục hồi nhanh sau khi bị đánh thủng, ổn định về tính chất…
Dung dịch phổ biến được dùng hiện nay là các loại dầu xung chuyên dụng. Cũng có thể dùng nước cất nguyên chất để làm dung dịch gia công nhưng chỉ dùng trong gia công phụ, ví dụ như để lấy đi các mảnh dao bị gãy. Ngoài ra thì còn dùng các dung dịch như kerosine, dầu thô cất, dầu có gốc silic, cacbontetra-chloride, hỗn hợp triehyleneglycol – nước – monoethyl – ether.
Khả năng công nghệ của phương pháp gia công xung điện
Đối với phương pháp gia công xung điện EDM thì bề mặt chi tiết có thể đạt Ra = 0,63µm khi gia công thô và Ra = 0,16µm khi gia công tinh. Độ chính xác gia công thường vào khoảng 0,01mm. Tuy nhiên trên máy khoan tọa độ EDM độ chính xác gia công có thể đạt tới 0,0025 mm.
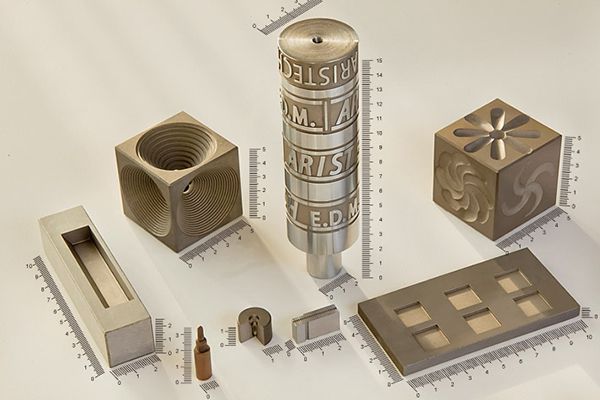
Phương pháp xung điện EDM có thể gia công các vật liệu khó gia công với các phương pháp truyền thống khó làm được như thép tôi, thép hợp kim khó gia công, hợp kim cứng. Cũng như áp dụng trong các trường hợp gia công những chi tiết hệ lỗ có hình dạng phức tạp.
Phạm vi ứng dụng của phương pháp gia công xung điện
Phương pháp gia công tia lửa điện EDM có thể được sử dụng trong các trường hợp sau:
- Gia công khuôn mẫu và các chi tiết cần độ chính xác cao bằng vật liệu hợp kim cứng.
- Biến cứng bề mặt chi tiết làm tăng khả năng mài mòn.
- Chế tạo các khuôn dập đã tôi và khuôn bằng hợp kim cứng, cũng có thể dùng để phục hồi khuôn.
- Gia công các lưới sàng, rây với điện cực rất mảnh để gia công đồng thời các lỗ.
- Mài phẳng, mài tròn, mài sắc hoặc làm rộng lỗ.
- Gia công lỗ nhỏ có đường kính < Ø 0,15mm của các vòi phun cao áp.
- Gia công lỗ sâu từ 60mm cho sai số 5µm.
- Gia công lỗ Ø 0,05mm – 1mm với chiều sâu lớn, các lỗ sâu với tỷ lệ chiều dài trên đường kính lên đến 67.
- Phá bỏ các dụng cụ bị gãy, kẹp trong chi tiết (vd bulong, mũi taro,..)
Ưu nhược điểm phương pháp gia công EDM
Ưu điểm:
- Gia công được các vật liệu có độ cứng tùy ý, ngay cả những hợp kim có độ cứng cao như Tungsten – Carbide, Stellite, Hastelloy, Nitralloy, Inconel…
- Dung sai có thể đạt dưới 1µm.
- Có thể gia công nhiều biên dạng phức tạp và không gây biến dạng thành mỏng.
- Do không có lực cơ học nên có thể gia công các loại vật liệu mềm, dễ vỡ mà không sợ bị biến dạng.
- Có thể gia công các lỗ có đường kính rất nhỏ với chiều sâu lớn.
- Do có dầu trong vùng gia công nên bề mặt gia công được tôi trong dầu.
Nhược điểm:
- Phôi và điện cực đều phải là vật liệu dẫn điện.
- Tốc độ gia công tương đối thấp, thường phải gia công thô trước khi gia công xung EDM.
- Quá trình ăn mòn điện khiến bề mặt không được bóng như gia công phay – tiện, có thể còn bị cháy xém, nên sau khi gia công xung điện thường phải đánh bóng lại.
Các loại máy gia công tia lửa điện
Có một số cách phân loại máy gia công tia lửa điện, tuy nhiên thì người ta thường chia các máy gia công xung theo mục đích sử dụng, bao gồm các loại máy như sau:
- Máy xung điện định hình EDM (Die Sinking EDM hay Ram-EDM)
- Máy cắt dây EDM (Wire-cut EDM hoặc Wire EDM)
- Máy bắn lỗ – Máy xung lỗ – Máy khoan EDM (EDM drilling)
- Máy gia công vi EDM (Micro EDM)
- Máy phá taro bằng điện (Broken Tap Remover)
Tinh Hà là đại lý ủy quyền hãng máy xung / cắt dây EDM Aristech tại Việt Nam

Công ty TNHH Thương Mại Dịch Vụ Tinh Hà là đại lý ủy quyền phân phối các dòng máy xung điện, máy cắt dây EDM của hãng ARISTECH tại thị trường Việt Nam. Với đa dạng các dòng máy, đáp ứng cho nhiều yêu cầu gia công khác nhau.
Để tìm hiểu thêm về các dòng máy gia công xung điện EDM Aristech, các bạn có thể truy cập vào đây: Máy gia công xung điện Aristech.
Hoặc liên hệ ngay với Tinh Hà qua thông tin dưới đây:
- Công ty TNHH Thương Mại Dịch Vụ Tinh Hà
- Hotline: 024 6668 9888 – 0945 275 870
- Email: tinhha@tinhha.vn




![Tinh Hà [Hà Nội] Tuyển Dụng Vị Trí Nhân Viên Trợ Lý Kinh Doanh 2026](https://tinhha.com.vn/wp-content/uploads/2026/02/tuyen-dung-nhan-vien-tro-ly-kinh-doanh.webp)
![[Hà Nội, Hải Phòng, TpHCM] Tuyển Dụng Nhân Viên Kinh Doanh Ngành Cơ Khí Chính Xác Năm 2026](https://tinhha.com.vn/wp-content/uploads/2026/01/tuyen-dung-nhan-vien-kinh-doanh-nganh-co-khi-chinh-xac.webp)
