Dụng Cụ Cắt Gọt Kim Loại Gia Công Cơ Khí CNC
Trong ngành cơ khí chế tạo thì cắt gọt kim loại là một phương pháp gia công được ứng dụng phổ biến. Bằng cách sử dụng những dụng cụ cắt gọt (dao cắt gọt kim loại) để loại bỏ đi những lớp kim loại (lượng dư gia công) trên bề mặt của phôi giúp tạo thành những chi tiết theo đúng yêu cầu.
Dụng cụ cắt gọt cơ khí là gì?

Dụng cụ cắt gọt cơ khí, cũng được gọi là dao cắt gọt kim loại là những dụng cụ cơ khí có độ cứng cao hơn độ cứng của chi tiết gia công, với công dụng tạo hình chi tiết sản phẩm bằng cách cắt gọt phôi để loại bỏ đi những phần kim loại thừa.
Những dụng cụ cắt gọt CNC này đa dạng chủng loại, kiểu dáng, thiết kế và chúng sẽ hoạt động khi được lắp vào các máy công cụ như máy tiện, máy phay, máy khoan, máy bào,… để thực hiện các chức năng gia công chuyên dụng trong cơ khí như tiện, phay, khoan, doa, bào, taro,… giúp tạo và hoàn thiện các chi tiết, đáp ứng cho việc lắp ráp, chế tạo hoặc sửa chữa máy móc, thiết bị.
Công ty Tinh Hà là đại lý ủy quyền các hãng dụng cụ cắt gọt CNC nổi tiếng như Sumitomo, Union Tool, OSG, HPMT. Các bạn có nhu cầu đặt mua các dụng cụ cắt gọt chính hãng, chất lượng cao xin vui lòng liên hệ với Tinh Hà qua thông tin trên website này, các bạn cũng có thể tìm hiểu ngay các sản phẩm dưới đây:
| BẤM VÀO XEM SẢN PHẨM CỦA HÃNG BẠN QUAN TÂM |
|||
 |
 |
 |
 |
| DỤNG CỤ CẮT GỌT SUMITOMO | DỤNG CỤ CẮT GỌT HPMT | DỤNG CỤ CẮT UNION TOOL | DỤNG CỤ CẮT GỌT OSG |
Các yêu cầu chung đối với dụng cụ cắt gọt kim loại

Đối với các dụng cụ cắt CNC trong gia công cơ khí, chúng phải đáp ứng được những yêu cầu sau để đảm bảo cho quá trình gia công được diễn ra trơn trụ, ổn định, đúng yêu cầu gia công, đảm bảo độ chính xác và đặc biệt tránh những sự cố không đáng có.
Bởi vậy chúng có rất nhiều hình dạng, kích thước khác biệt, nhưng về cơ bản thì các dụng cụ cắt gọt kim loại cần đáp ứng được những yếu tố sau:
- Độ cứng: dụng cụ cắt cần phải có độ cứng cao hơn độ cứng của phôi, phải đủ cứng để không bị biến dạng trong quá trình cắt gọt.
- Độ bền cơ học: là khả năng không bị phá hủy khi phải chịu áp lực trong quá trình cắt.
- Độ bền nhiệt: dao cắt cần phải giữ được độ cứng và độ bền cơ học khi phải chịu nhiệt sinh ra trong quá trình gia công.
- Độ bền mài mòn: khả năng chống mài mòn trong quá trình cắt gọt.
Các loại dụng cụ cắt gọt cơ khí thông dụng
Có nhiều loại dụng cụ cắt gọt kim loại CNC khác nhau như mảnh dao tiện, dao phay, đài phay, mũi khoan, mũi doa, dao vát mép… sử dụng cho các phương pháp gia công khác nhau như tiện, phay, khoan, bào, chuốt… Chúng cũng được lắp đặt trên nhiều loại máy công cụ như máy tiện, máy phay, máy khoan, máy bào… nhằm đáp ứng cho những mục đích gia công khác nhau.
-
Dao tiện

Dao tiện là dụng cụ cắt gọt được dùng cực kỳ phổ biến trong gia công kim loại, nó giúp tạo hình nhanh chóng các chi tiết có dạng tròn xoay như trục trơn, côn, lỗ tròn… Dao tiện bao gồm 2 bộ phận chính là phần cán và phần cắt. Cán dao giúp gá kẹp chắc dao tiện trên các máy tiện, phần cắt thường tạo thành bởi các mảnh dao tiện có thể thay thế.
Dao tiện cơ khí rất đa dạng chủng loại, kiểu dáng để đáp ứng cho nhiều ứng dụng gia công tiện, cũng như nhu cầu tiện trên các loại vật liệu có tính chất khác nhau. Đối với dao tiện, theo các cách phân loại khác nhau sẽ có những loại như sau:
- Theo chức năng của dao tiện có dao tiện ngoài, dao tiện trong, dao tiện ren, dao tiện rãnh, dao tiện cắt đứt, dao tiện vai, dao xén mặt đầu, dao tiện doa lỗ, dao tiện định hình.
- Theo hướng tiện của dao trong quá trình gia công thì có dao tiện trái và dao tiện phải.
- Theo kết cấu của dao tiện thì có dao hình tròn, dao hình lăng trụ, dao liền, dao hàn, dao răng chắp.
- Theo cách gá dao với phôi thì có dao định hình hướng kính và dao định hình tiếp tuyến.
Các bạn có thể tìm hiểu nhiều thông tin hơn về các loại dao tiện CNC tại bài viết Tổng hợp các loại dao tiện CNC thông dụng
-
Dao phay

Cùng với dao tiện thì các loại dao phay cũng được sử dụng rất nhiều trong gia công cơ khí, thậm chí ứng dụng của nó còn nhiều hơn là các loại dao tiện. Dao phay được lắp trên các máy phay hoặc máy gia công phức hợp để thực hiện các quá trình gia công phay.
Dao phay có thể dùng để tạo ra được nhiều chi tiết phức tạp, do cơ chế gia công phay nên dao phay có thể loại bỏ được nhanh những phần thừa trên phôi để tạo rãnh, tạo lỗ, ren, bánh răng… gia công từ thô đến hoàn thiện hình dáng của nhiều kiểu chi tiết.
Dao phay cơ khí cũng có nhiều kiểu phân loại khác nhau, dựa theo các tiêu chí riêng thì chúng ta có các loại dao phay cơ khí như sau.
- Dựa theo cách phân bố răng dao so với trục dao, có dao phay ngón, dao phay cầu, dao phay góc, dao phay mặt, dao phay đĩa.
- Dựa theo kết cấu của răng dao có dao phay răng nhọn và dao phay hớt lưng.
- Dựa theo hướng của răng dao có dao răng thẳng, dao răng nghiêng, dao răng xoắn, dao răng sole.
- Dựa theo cấu tạo của toàn bộ dao phay có dao phay liền khối, dao phay răng ghép.
- Dựa theo điều kiện cắt gọt của dao phay có dao phay mặt trụ, dao phay mặt đầu.
- Dựa theo đặc điểm công nghệ có dao phay mặt phẳng, dao phay rãnh và bậc, dao phay bề mặt định hình, dao phay bánh răng và ren, dao phay tạo lỗ, dao phay rãnh chữ T, dao phay cắt vật liệu.
- Dựa theo phương pháp kẹp dao có dao phay trụ ngang, dao phay trụ đứng.
» Xem nhiều thông tin về dao phay cơ khí hơn tại: Tìm hiểu về các loại dao phay CNC trong cơ khí
-
Mũi khoan cơ khí

Các mũi khoan là dụng cụ cắt gọt được sử dụng để tạo lỗ, khoét lỗ trên các vật liệu kim loại trong ngành công nghiệp cơ khí. Mũi khoan có thể được sử dụng trên các máy CNC cỡ lớn hoặc trên các máy khoan cầm tay cỡ nhỏ.
Xem thêm: Mũi khoan Sumitomo
Cấu tạo cơ bản của mũi khoan bao gồm phần chuôi và phần làm việc, tuy nhiên tùy thuộc vào mỗi ứng dụng khác nhau mà các loại mũi khoan lại có kiểu dáng, cấu tạo và kích thước khác nhau. Phổ biến nhất là các mũi khoan xoắn, ngoài ra còn có nhiều loại mũi khoan khác như sau:
- Mũi khoan xoắn: loại mũi khoan này tùy theo kiểu dáng hay vật liệu chế tạo, lớp phủ, độ xoắn… lại được chia ra thành nhiều kiểu mũi khoan như mũi khoan dài, mũi khoan đáy phẳng, mũi khoan thép, mũi khoan đa năng, mũi khoan kim loại màu…
- Mũi khoan gắn mảnh: loại này có phần cắt là những mảnh cắt nhỏ được gắn ở phần đầu của thân mũi khoan.
- Mũi khoan có thể thay đổi đầu: phần đầu của mũi khoan có thể tháo lắp để thay thế các đầu cắt có góc đỉnh khác nhau hoặc thay đầu mới khi đầu cũ bị mòn.
- Mũi khoan định tâm: dùng tạo lỗ định vị trước khi khoan với một mũi khoan lớn hơn, tránh khoan bị lệch, thường dùng trên các bề mặt cong.
- Mũi khoan bước: có nhiều bước đường kính, cho phép khoan nhiều lỗ có đường kính khác nhau chỉ với một mũi khoan.
- Mũi khoan khoét lỗ: loại mũi khoan này thường được dùng để cắt lỗ thường kính lớn trên vật liệu dạng tấm mỏng.
- Mũi khoan răng cưa: dùng khoan hoặc sử dụng để tạo hình trên một bề mặt dạng tấm của chi tiết
-
Mũi doa

Các loại mũi doa được sử dụng trong gia công cơ khí để mở rộng lỗ sau khi lỗ đã được tạo ra bằng các phương pháp khoan, khoét hoặc tiện. Trong gia công, doa là nguyên công gia công tinh, đảm bảo độ chính xác kích thước và chất lượng của bề mặt gia công.
Mũi doa bao gồm các loại mũi doa liền khối với nhiều hình dạng khác nhau và loại doa lắp ghép với cán dao, đầu doa và các mảnh cắt được ghép nối với nhau tạo thành hệ thống doa hoàn chỉnh.
-
Mũi Taro

Mũi taro (hay lưỡi taro, dao taro) là dụng cụ cắt gọt được sử dụng để tạo ren bằng phương pháp taro ren. Mũi taro có thể tạo được cả ren ngoài và ren lỗ trong.
Xem thêm: Mũi taro OSG
Mũi taro bao gồm các loại như sau:
Dựa vào phoi thì mũi taro được chia ra thành mũi taro cắt và mũi taro nén.
- Mũi taro cắt tạo ren bằng cách cắt phôi vật liệu và tạo phoi như gia công cắt gọt thông thường, phoi sau khi tạo sẽ được đẩy ra ngoài lỗ.
- Mũi taro nén tạo ren bằng cách dùng lực ép làm biến dạng vật liệu để tạo hình ren mà không tạo phoi.
Dựa vào cách sử dụng của mũi taro thì có mũi taro máy và mũi taro tay.
- Mũi taro máy được dùng trên các máy gia công như máy phay, máy phay CNC, máy khoan taro, máy taro chuyên dụng.. gồm mũi taro rãnh xoắn và mũi taro rãnh thẳng (chỉ dùng gia công lỗ thông).
- Mũi taro tay là loại được sử dụng thủ công bằng tay để taro ren. Trước đây mũi taro tay thường là 1 bộ gồm 3 cây là cây thô, cây bán tinh và cây tinh, tuy nhiên nhờ vào công nghệ vật liệu và cải tiến trong thiết kế mà mũi taro hiện tại chỉ cần 1 cây để thực hiện taro ren hoàn chỉnh.
-
Mũi mài, mũi cà

Mũi mài, mũi cà được gọi chung là mũi mài hợp kim, thường làm bằng vật liệu Tungsten Carbide (hợp kim Vonfram), được sử dụng cho quá trình gia công mài, cà để tạo hình chi tiết sản phẩm. Quá trình gia công mài, cà có thể thực hiện thủ công hoặc trên máy, hiện nay được thực hiện chủ yếu trên các máy mài CNC, đảm bảo độ chính xác cao hơn.
-
Dao khoét lỗ

Dao khoét lỗ hay các mũi khoét lỗ được sử dụng để mở rộng lỗ với nhiều kiểu lỗ như lỗ trụ, lỗ bậc, lỗ côn, khoét mặt đầu vuông. Dao khoét có nhiều lưỡi cắt hơn và độ cứng vững cao hơn mũi khoan nên đạt độ chính xác của lỗ cao hơn.
-
Dao chuốt

Dao chuốt giúp mở rộng bề mặt hình trụ trong và các mặt định hình trên phôi. Nó cũng được dùng trong một số kỹ thuật chuốt để gia công mặt phẳng, mặt định hình trong hình khối và sản xuất hàng loạt. Các loại dao chuốt phổ biến là dao chuốt rãnh, dao chuốt lỗ, dao chuốt bề mặt định hình.
-
Dao vát mép

Dao vát mép hay mũi vát mép là dụng cụ cắt gọt có công dụng giống như cái tên của nó là vát mép sắc của lỗ, giúp định hình lại mép lỗ theo đúng yêu cầu gia công. Có nhiều tên gọi của dao vát mép như mũi lả miệng, mũi khoét loe, mũi khoan vát mép, mũi doa miệng lỗ… Nếu các bạn có nhu cầu sử dụng loại dao vát mép này, có thể xem thêm Dao vát mép Big Daishowa.
Ngoài ra cũng có một số những loại dao cắt CNC khác nhưng ít phổ biến hơn. Các dụng cụ cắt gọt ngày càng được nâng cấp, cải tiến nhiều hơn ở các thiết kế, kiểu dáng giúp cho hiệu suất gia công được tăng lên. Đặc biệt là vật liệu chế tạo và lớp phủ được sử dụng trên các dụng cụ cũng trở lên tốt hơn nhiều, với độ chịu nhiệt, chịu mài mòn cực kỳ tốt.
Những vật liệu chế tạo dụng cụ cắt gọt phổ biến hiện nay
1. Thép dụng cụ
Còn được gọi là thép carbon chất lượng cao, có hàm lượng carbon cao, trước đây được dùng rất phổ biến trong các dụng cụ gia công cắt gọt. Có hai loại thép dụng cụ là thép carbon dụng cụ và thép hợp kim dụng cụ.
1.1 Thép carbon dụng cụ
Chứa 2 thành phần chính là sắt và carbon, còn các nguyên tố khác trong thép carbon dụng cụ là không đáng kể. Hàm lượng carbon trong thép càng cao thì càng làm tăng độ cứng, độ bền của công cụ nhưng lại khiến độ bền nhiệt bị kém đi.
Để đạt được độ cứng, độ bền nhiệt và độ bền mài mòn cần thiết cho các công cụ cắt gọt thì lượng C trong thép carbon dụng cụ không được thấp hơn 0,7% (thường từ 0,7 – 1,3%) và lượng P, S thấp (P< 0,035%, S < 0,025%).
Thép carbon dụng cụ có ưu điểm là độ cứng, độ bền mài mòn khá cao nhưng hạn chế là độ bền nhiệt thấp, khi đến nhiệt độ 200 – 250oC thì đô cứng của công cụ cắt sẽ bị giảm xuống rất nhanh.
Cũng chính vì thế, ngày nay thép carbon dụng cụ không còn được sử dụng nhiều để chế tạo các công cụ cắt gọt mà chủ yếu chỉ dùng cho các dụng cụ cắt có vận tốc thấp (tối đa 10 – 12 m/phút) như dao bào, xọc, dụng cụ cắt gỗ hay các dụng cụ gia công bằng tay như lưỡi cưa tay, mũi khoan, giũa…

1.2 Thép hợp kim dụng cụ
Là thép carbon được pha trộn thêm với các nguyên tố kim loại khác như vonfram, crom, vanadi, silic, mangan, niken… với tổng lượng nguyên tố thêm vào khoảng từ 1% đến 5% tổng khối lượng hổn hợp. Điều này giúp tăng độ bền nhiệt cho dụng cụ cắt gọt, khắc phục được hạn chế của thép carbon dụng cụ.
Tùy theo các loại nguyên tố được thêm vào và tỷ lệ của chúng mà thép hợp kim dụng cụ sẽ thay đổi về độ cứng, độ đàn hồi, độ bền cơ học, độ bền nhiệt, khả năng chống oxy hóa. Các loại thép hợp kim dụng cụ thường gặp là thép crom, thép crom-mangan-silic, thép vonfram, thép crom-niken.
Tuy rằng loại thép này đã cải thiện được khả năng chống nhiệt độ cao cho các công cụ cắt gọt nhưng do sự phát triển của các loại vật liệu mới thì hiện tại thép hợp kim dụng cụ cũng chỉ được dùng để chế tạo các dụng cụ cắt gọt có tốc độ cắt thấp.
2. Thép gió
Thép gió là loại thép có hàm lượng cao carbon và các nguyên tố kim loại vonfram (W), molipden (Mo), crom (Cr) và vanadi (V). Nó có độ cứng, độ bền mòn và độ bền nhiệt cao, điều này cho phép những dụng cụ cắt gọt làm việc ở tốc độ cao mà không làm giảm độ cứng của dụng cụ. Cũng vì thế mà thép gió được gọi là “thép cắt nhanh” ở nhiều quốc gia (ví dụ trong tiếng Anh là high speed steel).

Các công cụ cắt gọt được làm từ thép gió có khả năng chịu nhiệt lên tới 500 – 600 oC, với tốc độ cắt lên đến 50 – 60 m/phút.
Đối với các dụng cụ cắt gọt vật liệu thông dụng thì thường được chế tạo từ những mác thép gió P6M5 ( 6% vonfram, 5% molipden), P6M3 ( 6% vonfram, 3% molipden), P12 (12% vonfram). Đối với các dụng cụ cắt gọt dùng cho thép không gỉ và thép hợp kim có độ cứng và độ dẻo cao (trong điều kiện cắt gọt có va đập) thì thường dùng những mác thép gió P18KM2, P10K5M3, P9K5, P6M5K5, P12M2K8M3, P9M4K8, . . .
3. Hợp kim cứng
Đây là loại vật liệu chế tạo dụng cụ cắt gọt có tính cứng nóng rất cao, có thể chịu được nhiệt độ hơn 800 oC và có thể đạt tốc độ cắt lên đến hàng trăm m/phút. Hợp kim cứng được cấu thành từ hợp chất của carbon và các kim loại như vonfram, titan, tantan, và chất kết dính là coban. Có hai loại hợp kim cứng được dùng phổ biến là:
- Hợp kim Vonfram –Coban (thường được ký hiệu là BK*): nhóm này được dùng chế tạo các công cụ cắt gọt gia công các vật liệu giòn như gang, đồng thau, thép tôi, chất dẻo. Tốc độ cắt có thể đạt 200 m/phút.
- Hợp kim Titan – Vonfram – Coban (thường được ký hiệu là T* K*): nhóm này dùng cho các công cụ cắt gia công các vật liệu dẻo như thép, đồng đỏ. Tốc độ cắt có thể đạt 350 m/phút.
Hiện nay, người ta cũng sử dụng loại hợp kim ba cacbit ( Cacbit Volfram, Cacbit Titan và Cacbit Tantan – ký hiệu là TTK) để chế tạo các dụng cụ cắt gọt, loại này có độ bền cao hơn lợi TK 1,5-2 lần.
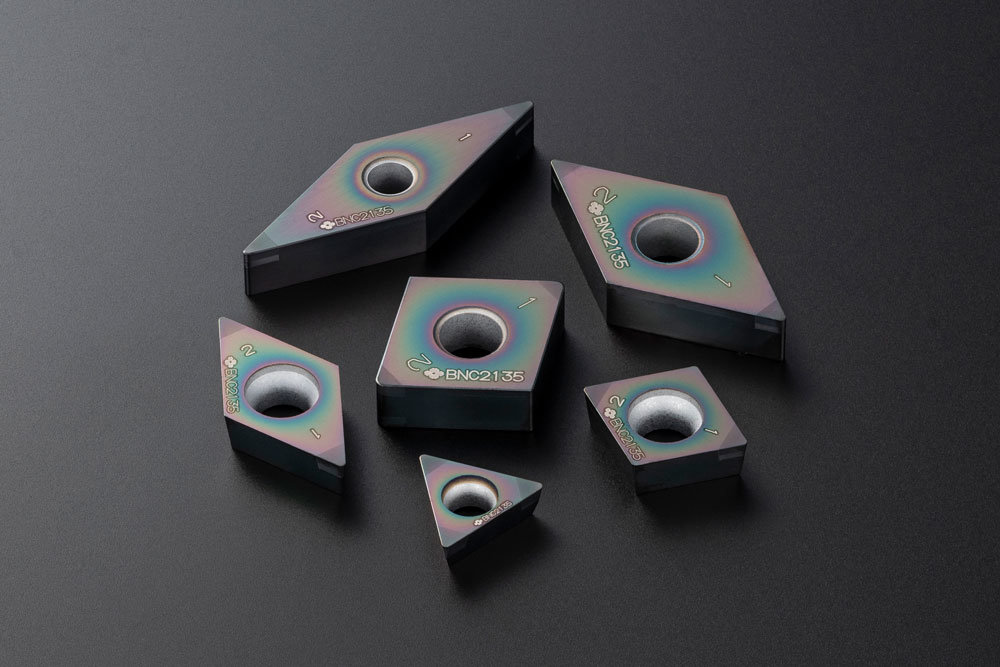
Hợp kim cứng được dùng phổ biến để chế tạo các mảnh chip tiện/phay theo những tiêu chuẩn hình dạng, kích thước khác nhau. Để tăng độ bền của mảnh chip, chúng sẽ được mạ lên trên bề mặt một lớp mỏng lớp phủ đặc trưng của mỗi hãng sản xuất. Tốc độ cắt lúc này có thể đạt đến 800 m/phút hoặc hơn.

Mặc dù hiệu quả của hợp kim cứng thể hiện hơn hẳn thép gió nhưng hợp kim cứng vẫn có những hạn chế sau:
- Không tạo hình phức tạp được vì chỉ tạo được các mảnh nhỏ đơn giản (bằng cách ép bột), đồng thời cũng không thể gia công định hình được vì quá cứng. Bởi vậy nên hợp kim cứng thường chỉ dùng làm những loại dao cắt đơn giản một lưỡi cắt.
- Tính giòn tương đối cao, dễ gãy, vỡ, mẻ dưới tải trọng va đập. Hiện tại nhược điểm này được khắc phục bằng các lớp phủ giúp tăng độ bền cơ học cho dụng cụ cắt.
- Tính dẫn nhiệt kém ~ 50% của thép.
4. Các vật liệu khác
4.1 Hợp kim khoáng gốm (hợp kim Ceramic)
Loại hợp kim này được chế tạo từ oxid nhôm (Al2O3) – Corundum bằng cách nghiền nhỏ rồi ép và thiêu kết. Được sử dụng chủ yếu để chế tạo thành các mảnh cắt giống như hợp kim cứng. Hợp kim khoáng gốm có ưu điểm là độ bền nhiệt và độ chống mòn cao hơn hợp kim cứng, nhưng lại có độ giòn cao và độ bền cơ học thấp hơn hợp kim cứng.
4.2 Vật liệu siêu cứng (CTM)
Là loại vật liệu đa tinh thể được tạo thành từ Nitrit Bo. Nó có độ bền nhiệt cao hơn so với hợp kim cứng và hợp kim khoáng gốm. Thường được dùng để mạ các mảnh dao hợp kim cứng hay để chế tạo dụng cụ hạt mài để mài dao cắt. Vật liệu siêu cứng (CTM) phù hợp cho gia công thép, gang, hợp kim khó gia công.
4.3 Kim cương nhân tạo

Kim cương nhân tạo có thể được chế tạo ở dạng bột hoặc dạng tinh thể, chúng có các tính chất vật lý tương tự như kim cương tinh khiết trong tự nhiên. Có hai phương pháp tạo kim cương nhân tạo chính là phương pháp cao áp cao nhiệt HPHT (sử dụng nhiệt độ và áp suất cực cao nhằm tái tạo môi trường giống như môi trường tạo kim cương trong lòng đất), và phương pháp bốc hơi lắng tụ hóa học CVD (sử dụng sự bốc hơi hóa học của hợp chất khí Carbon dưới tác động của tia nhiệt plasma tạo ra sự phân chia phân tử khí cho đến khi chỉ còn lại nguyên tử carbon lắng tụ và phát triển trên mầm kim cương sẵn có).
Được ứng dụng ngày càng nhiều hơn trong các dụng cụ cắt gọt, chẳng hạn như mũi mài kim cương, đá cắt kim cương, dao cắt kim cương, mảnh dao tiện ngoài mũi kim cương,… kim cương nhân tạo có ưu điểm là góc cắt đẹp, cải thiện bề mặt gia công, cũng như giá thành tương đối hợp lý. Chúng cũng được dùng làm lớp phủ trên các công cụ cắt gọt như chip tiện, mũi khoan, doa… Các dao kim cương nhân tạo chủ yếu dùng trong gia công tinh kim loại màu, hợp kim và vật liệu phi kim loại.
Cách xử lý khi dụng cụ cắt gọt bị mòn
Trong quá trình gia công, việc cắt gọt sẽ thường xuyên tạo ra sự ma sát, va đập giữa dao và phôi, làm dao bị mài mòn theo thời gian. Bởi vậy, đến một giai đoạn nhất định, các dụng cụ cắt gọt sẽ không còn giữ được sự sắc bén, khiến ảnh hưởng đến độ chính xác và chất lượng trong gia công.
Để xử lý vấn đề này, các bạn có thể lựa chọn cách mài lại dao bằng những máy mài chuyên dụng hoặc tốt hơn hết là lựa chọn mua dụng cụ cắt gọt mới để đảm bảo chất lượng và hiệu suất gia công.
Những lưu ý khi chọn mua dụng cụ cắt gọt
Để sở hữu được những dụng cụ cắt gọt có chất lượng, đảm bảo yêu cầu gia công thì các bạn cần lưu ý những lời khuyên dưới đây.
- Nên chọn dụng cụ cắt gọt kim loại từ những hãng sản xuất lớn, có thương hiệu trên thị trường.
- Chọn tham số của dao phù hợp với chế độ gia công như tốc độ quay trục chính, tốc độ tiến dao, tốc độ cắt…loại vật liệu phôi phù hợp…
- Xem sự tương thích của dụng cụ cắt gọt với loại máy gia công mà bạn đang sử dụng.
- Tham khảo ý kiến của những chuyên gia, những người có nhiều kinh nghiệm trong nghề.
TINH HÀ – Cung cấp các dụng cụ cắt gọt chất lượng cao
Công ty TNHH Thương Mại Dịch Vụ Tinh Hà là Đại lý ủy quyền của nhiều hãng dụng cụ cắt gọt nổi tiếng thế giới như SUMITOMO, OSG, UNION TOOL, HPMT,… Chúng tôi cung cấp đa dạng các loại dao cụ cắt gọt kim loại dùng trong gia công CNC với cam kết hàng chính hãng, đảm bảo chất lượng, dịch vụ tận tâm và giá cả ưu đãi. Vui lòng liên hệ ngay với chúng tôi để được tư vấn, hỗ trợ nhiều hơn.
Công ty TNHH Thương Mại Dịch Vụ Tinh Hà
- Hotline: 0945 275 870
- Email: tinhha@tinhha.vn