Tổng Hợp Các Loại Dao Tiện CNC, Mua Ở Đâu Tốt
1. Dao tiện CNC là gì?
Dao tiện CNC là dụng cụ cắt gọt được sử dụng trên máy tiện CNC để thực hiện các nguyên công tiện, trong đó thân dao tiện được giữ cố định, phần lưỡi dao tiện cắt vào phôi chuyển động tròn xoay để loại bỏ lớp vật liệu thừa nhằm tạo hình theo ý muốn.
» Tham khảo các loại dao tiện Sumitomo
2. Cấu tạo dao tiện CNC
Một bộ dao tiện thường bao gồm hai phần chính:
- Cán dao (Holder): Là phần thân được thiết kế cho mục đích giữ kẹp cố định dao tiện trên ổ gá dao của máy tiện.
- Mảnh cắt (Insert): Cũng thường được gọi là chip tiện, là phần tiếp xúc trực tiếp với phôi có tác dụng cắt gọt loại bỏ các phần vật liệu thừa trên phôi.
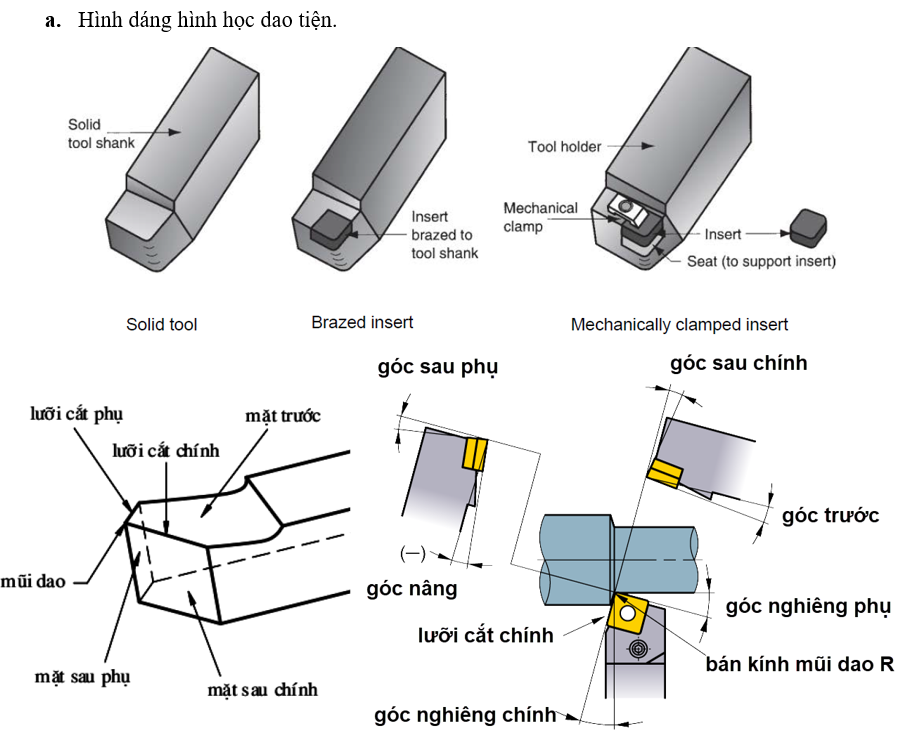
Cùng với hai phần chính trên thì tùy vào loại dao tiện liền thân cán (toàn bộ dao tiện là khối duy nhất, không có mảnh cắt rời), loại dao tiện hàn mảnh (mảnh cắt được hàn vào thân cán) hay dao tiện gắn mảnh mà có thêm bộ phận kẹp chặt như vít hãm, mỏ kẹp nhằm cố định mảnh cắt vào thân cán dao.
Tại phần gắn mảnh cắt trên dao tiện (phần cắt) bao gồm mặt trước, mặt sau (hay mặt sát), mũi dao, lưỡi cắt chính và lưỡi cắt phụ. Về cấu tạo chi tiết phần cắt của dao tiện các bạn có thể xem thêm tại hình 1.
Cán dao và mảnh cắt sẽ được các hãng sản xuất thiết kế với nhiều kiểu dáng khác nhau để đáp ứng cho các mục đích gia công tiện riêng biệt.
3. Các loại dao tiện CNC

Có nhiều cách để phân loại dao tiện nhưng phổ biến nhất là cách phân chia theo chức năng của chúng. Dưới đây là các loại dao tiện CNC thường được sử dụng:
3.1 Dao tiện ngoài
Dao tiện ngoài chủ yếu được sử dụng để tiện trụ ngoài hay tiện khỏa mặt. Có hai loại chính gồm dao tiện ngoài đầu thẳng và đầu cong.
3.2 Dao tiện trong (tiện lỗ)
Dao tiện trong được chia thành 2 loại chính là dao tiện lỗ suốt (lỗ thông) và dao tiện lỗ bậc (lỗ không thông). Loại dao tiện CNC này thường được chế tạo bằng thép hợp kim cứng (carbide) hoặc thép gió (HSS) có khả năng chịu nhiệt cao.
3.3 Dao tiện ren
Dao tiện ren bao gồm dao tiện ren trong, dao tiện ren ngoài, dao tiện ren trái và dao tiện ren phải.
3.4 Dao tiện rãnh và cắt đứt
Loại dao này được sử dụng để tạo rãnh trên các chi tiết trụ tròn hoặc để cắt đứt những phần không cần thiết khỏi thanh vật liệu. Ngoài dao tiện rãnh và cắt đứt, còn có loại dao tiện rãnh lỗ và dao tiện rãnh mặt đầu.
3.5 Dao tiện vai
Dao tiện vai chuyên sử dụng để tiện vai trụ bậc hay trụ vai có đường kính nhỏ. Dao tiện vai được thiết kế với góc φ = 90°. Gồm dao tiện vai trái, dao tiện vai phải.
3.6 Dao xén mặt đầu
Gồm dao xén mặt đầu thẳng và dao xén mặt đầu cong, thường được chế tạo bằng thép hợp kim cứng (carbide) và thép gió (HSS). Loại dao này có thể chế tạo với góc φ = 90°.
3.7 Dao tiện doa lỗ
Được thiết kế để thực hiện phương pháp gia công boring doa lỗ, loại này thường có cán được lắp ghép lại với nhau để tương thích với chiều dài lỗ khác nhau và tiện lợi hơn khi sử dụng.
3.8 Dao tiện định hình
Dao tiện định hình được sử dụng để gia công những chi tiết định hình trong sản xuất hàng loạt, hàng khối. Dao tiện định hình có thể chia thành nhiều loại như sau:
- Theo kết cấu có dao hình tròn và dao hình lăng trụ.
- Theo cách gá của dao với phôi có dao định hình hướng kính và dao định hình tiếp tuyến.
- Theo vị trí trục dao và trục của phôi có dao gá thẳng và dao gá nghiêng.
3.9 Dao tiện chống rung
Dao tiện được thiết kế đặc biệt để tăng cường độ cứng vững, đảm bảo cho khả năng chống rung hiệu quả hơn, thường được sử dụng với chức năng boring lỗ sâu.
Bên cạnh cách phân loại dao tiện CNC dựa trên chức năng, thì có thể phân loại dao tiện dựa trên những yếu tố khác, chẳng hạn:
- Phân loại dao tiện CNC dựa trên cấu trúc dao thì có dao hàn, dao liền và dao gắn mảnh.
- Phân loại dao tiện dựa trên hình dáng gồm dao tiện cong, dao tiện thẳng, dao cắt đứt.
- Phân loại dao tiện theo hướng tiện có dao tiện phải và dao tiện trái.
- Phân loại dao tiện dựa theo độ hoàn thiện gồm dao tiện tinh và dao tiện thô.
Đối với mảnh cắt của dao tiện, cũng sẽ được chia thành nhiều loại theo hình dạng, được ký hiệu theo tiêu chuẩn ISO. (Về cách đọc các thông số ký hiệu của mảnh dao tiện, các bạn có thể tham khảo bài viết Giải thích các ký hiệu thông số của mảnh dao tiện)
Trong bài viết này, Tinh Hà phân loại mảnh dao tiện theo hình dạng như sau:
- Hình thoi (C, D, V): Là kiểu phổ biến nhất, sử dụng đa năng.
- Hình tam giác (T): Có 3-6 cạnh cắt, tiệt kiệm chi phí nhưng độ cứng vững thấp hơn.
- Hình vuông (S): Độ bền cạnh cắt cao thường dùng cho gia công thô.
- Hình tròn (R): Loại chip cắt này được dùng gia công các bề mặt cong hoặc gia công chịu tải lớn.
4. Vật liệu chế tạo dao tiện CNC
Có nhiều loại vật liệu được sử dụng để chế tạo dao tiện, đối với cán dao thường được chế tạo bằng thép gió HSS (hiện tại ít được sử dụng trên máy CNC) hoặc thép đúc nguyên khối (cho khả năng chịu tải và độ cứng vững tốt hơn).
Đối với mảnh dao tiện, có thể được chế tạo bằng thép hợp kim, thép cacbon, gốm kim loại (hợp kim ceramic), kim cương nhân tạo (PCD), CBN và nhiều loại hợp kim cứng (carbide) khác. Phổ biến nhất là carbide bởi khả năng chịu nhiệt tốt và độ cứng cao, sử dụng được với nhiều loại vật liệu. Các mảnh cắt PCD và CBN thường được sử dụng khi cần chất lượng gia công cao hoặc sử dụng trên vật liệu khó cắt.
Vật liệu để chế tạo dao tiện cần đảm bảo được các yếu tố độ cứng cao, độ bền cao, độ chịu nhiệt và chống mài mòn tốt. Thông thường các vật liệu chế tạo dao tiện sẽ được lựa chọn dựa theo độ cứng của vật liệu gia công và dựa theo tốc độ cắt khi tiện.
Đối với các dao tiện đáp ứng tốc độ cắt thấp thì vật liệu chế tạo cần đáp ứng điều kiện về độ cứng cao và khả năng chống mài mòn tốt. Đối với các dao tiện cho tốc độ cắt cao thì ngoài độ cứng, độ bền cao thì cần có khả năng chịu nhiệt tốt.

5. Các thông số cần lưu ý khi chọn dao tiện
Để đạt được độ chính xác và tối ưu năng suất khi gia công tiện, việc lựa chọn mảnh dao tiện phù hợp là yếu tố quan trọng. Dưới đây là 3 thông số quan trọng khi lựa chọn dao tiện:
5.1 Bán kính mũi dao
Bán kính mũi dao (Nose Radius – RE) ảnh hưởng đến độ bóng bề mặt (Ra) và độ bền của lưỡi cắt:
- Bán kính nhỏ (0.2 – 0.4mm): phù hợp cho tiện tinh, các chi tiết có thành mỏng hoặc yêu cầu độ sắc cao. Tuy nhiên, mũi dao dễ bị mẻ nếu cắt sâu.
- Bán kính lớn (0.8 – 1.2mm): phù hợp cho tiện thô, khả năng chịu va đập tốt, lực cắt lớn nhưng dễ gây rung động nếu máy không đủ độ cứng vững.
5.2 Lớp phủ
Lớp phủ (Coating) là một lớp vật liệu được “bọc” xung quanh mảnh dao tiện, nhằm tăng các đặc tính như độ cứng, khả năng chịu nhiệt cho mảnh cắt.
- Lớp phủ CVD (Chemical Vapor Deposition): là loại lớp phủ được thực hiện theo phương pháp hóa học, có độ dày lớn, chịu nhiệt và chống mài mòn tốt, phù hợp cho tiện thô, va đập, lượng dư cắt lớn.
- Lớp phủ PVD (Physical Vapor Deposition): là loại lớp phủ được thực hiện theo phương pháp vật lý, lớp phủ PVD mỏng hơn CVD nhưng đảm bảo sắc bén hơn cho lưỡi cắt, phù hợp cho tiện tinh, yêu cầu lực cắt nhẹ trên vật liệu khó cắt, chạy tốc độ cao.
5.3 Góc cắt
Lựa chọn góc cắt phù hợp giúp gia công ổn định hơn, ví dụ:
- Mảnh chip dương (Positive): lưỡi cắt sắc, lực cắt thấp, dùng cho các máy CNC công suất nhỏ hoặc gia công vật liệu mềm.
- Mảnh chip âm (Negative): lưỡi cắt khỏe, dùng cho gia công nặng, tiện thô bề mặt cứng.
6. Kinh nghiệm sử dụng đảm bảo hiệu suất và tuổi thọ dao tiện CNC
Để đảm bảo được hiệu suất và chất lượng gia công, cũng như kéo dài tuổi thọ dao tiện, dưới đây là một số lưu ý:
6.1 Kiểm soát phoi
Phoi là phần vật liệu được loại bỏ trong quá trình gia công CNC, nếu phoi dài và rối (không được bẻ đoạn) sẽ dễ quấn vào chi tiết gây trầy xước bề mặt hoặc hỏng dao. Hãy lựa chọn mảnh cắt có vân bẻ phoi (Chipbreaker) phù hợp với vật liệu phôi để phoi được bẻ tốt hơn trong quá trình tiện.
Đồng thời cần lựa chọn chế độ cắt phù hợp, chẳng hạn nếu phoi quá dài, hãy thử tăng bước tiến (f) hoặc kiểm tra lại thông số chiều sâu cắt (ap)
6.2 Chế độ cắt tối ưu
Thiết lập một chế độ cắt phù hợp sẽ luôn là yêu cầu trong gia công cơ khí để đảm bảo chất lượng gia công cũng như đảm bảo tuổi thọ dụng cụ.
- Tốc độ cắt (Vc) phụ thuộc vào vật liệu dao và phôi.
- Bước tiến (f) ảnh hưởng đến độ nhám bề mặt.
- Chiều sâu cắt (ap) quyết định khối lượng kim loại được lấy ra.
6.3 Sử dụng dầu tưới nguội đúng cách
Đảm bảo vòi phun dầu tưới nguội tập trung chính xác vào vùng cắt (là điểm tiếp xúc giữa mảnh dao và phôi), điều này không chỉ giúp giảm nhiệt cắt mà còn giúp bôi trơn, hỗ trợ đẩy phoi ra ngoài nhanh chóng.
7. Mua dao tiện CNC ở đâu tốt?
Công ty TNHH Thương Mại Dịch Vụ Tinh Hà đã có mặt tại thị trường Việt Nam từ năm 1998, chuyên cung cấp các loại dụng cụ cắt gọt CNC chất lượng cao. Chúng tôi là đại lý ủy quyền của nhiều hãng dụng cụ cắt nổi tiếng như Sumitomo, Big Daishowa, OSG, Union Tool, HPMT,…
Chúng tôi cung cấp đa dạng các loại dao tiện CNC đáp ứng tất cả các nhu cầu gia công tiện của quý khách. Không chỉ đảm bảo sản phẩm chính hãng, chúng tôi còn cung cấp các dịch vụ chăm sóc khách hàng vô cùng tận tâm. Không chỉ bán sản phẩm, chúng tôi còn cung cấp cho bạn các giải pháp gia công phù hợp nhất với yêu cầu của bạn.
Vui lòng liên hệ ngay với Tinh Hà để được tư vấn, hỗ trợ nhiều thông tin hơn nữa về các loại dao tiện CNC và được báo giá tốt nhất!
» Xem thêm các loại dao tiện Sumitomo tại đây.
Công ty TNHH Thương Mại Dịch Vụ Tinh Hà
– Hotline: 0945 275 870
– Email: tinhha@tinhha.vn
– Website: tinhha.com.vn





![Tinh Hà [Hà Nội] Tuyển Dụng Vị Trí Nhân Viên Trợ Lý Kinh Doanh 2026](https://tinhha.com.vn/wp-content/uploads/2026/02/tuyen-dung-nhan-vien-tro-ly-kinh-doanh.webp)
![[Hà Nội, Hải Phòng, TpHCM] Tuyển Dụng Nhân Viên Kinh Doanh Ngành Cơ Khí Chính Xác Năm 2026](https://tinhha.com.vn/wp-content/uploads/2026/01/tuyen-dung-nhan-vien-kinh-doanh-nganh-co-khi-chinh-xac.webp)